The Project Gutenberg EBook of Sewage Disposal Works, by W. C. Easdale
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: Sewage Disposal Works
Their Design and Construction
Author: W. C. Easdale
Release Date: March 13, 2018 [EBook #56735]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK SEWAGE DISPOSAL WORKS ***
Produced by Chris Curnow, Brian Wilcox and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
AUTHOR OF “THE PRACTICAL MANAGEMENT
OF SEWAGE DISPOSAL WORKS”
155 ILLUSTRATIONS
London:
E. & F. N. SPON, Limited, 57 HAYMARKET
New York:
SPON & CHAMBERLAIN, 123 LIBERTY STREET
1910
In the course of the preparation of a series of articles for “Surveying and the Civil Engineer,” dealing with the numerous and varied types of appliances used in connection with Sewage Disposal Works, it occurred to the Author that it might be useful to many Engineers, and especially to Students, to have the whole series published in a permanent form for reference. At the same time, it appeared to afford an excellent opportunity to include full details of all the various methods of design and construction in general use, and thus provide a complete work dealing with the whole subject. The result is the present volume, which, it is hoped, will prove of value to those engaged in this branch of engineering. In any future editions that may be required, it will be the endeavour of the Author to omit any details which may have become obsolete, and to include particulars of any new methods of construction, systems or appliances, which may be brought into use from time to time, and he will therefore be glad to receive particulars of new appliances and systems as they are introduced.
28 Victoria Street,
Westminster, S.W.
1910.
CONTENTS
| PAGE | |
| Introduction | 1 |
Screens: Simple—Rotary—For deep sewers—Mechanical—Other types |
3 |
Storm-Water Overflows: Diverting plate—Fixed weirs—Movable weirs |
16 |
Detritus Tanks: Capacity—Dortmund type—Apparatus for sludge removal |
23 |
Tanks: Various types—Capacities—General construction details—Flow through tanks—Sludge well—Roofs—Inlets and outlets—Precipitation tanks—Dortmund types—Hydrolytic tank—Imhof tank—Skegness tank—Candy-Whittaker tank—Non-septic cylinder—“Kessel”—Separator—Fieldhouse tank—Dibdin slate beds |
29 |
Sludge Disposal: Sludge removal—Apparatus—Chemical mixers—Sewage mixers—Sludge presses—Hydro-extractor for sludge—Sludge draining beds |
71 |
Percolating Filters: General design—Various types of construction—Floors of filters— Sub-drainage—Floor-tiles—Walls of filters—Planning of filters—Filtering material—Grading of material —Methods of distribution—Appliances for distribution —Automatic revolving distributors—Power-driven revolving distributors—Automatic travelling distributors—Power-driven travelling distributors—Fixed distributors—Troughs—Spray-nozzles—Methods of feeding percolating filters—Continuous versus intermittent supply—Supply channels and pipes-Dosing apparatus |
85 |
Effluent Settling Tanks or Humus Pits |
182 |
| Sand Filters | 185 |
Contact Beds: Causes of failure—General principles of design—General construction—Methods of distribution —Sub-drainage—Material for filling contact beds —Automatic apparatus |
189 |
Capacity of Percolating Filters and Contact Beds: Relative capacities—Table of requirements |
222 |
Storm-Water Treatment: Stand-by tanks—Methods of construction and operation |
227 |
| Measuring Apparatus | 232 |
Sterilisation of Sewage Effluents: Purpose and practicability—Apparatus for manufacture of hypochlorite solutions—Appliance for injection of chemicals |
240 |
| Index | 251 |
SEWAGE DISPOSAL WORKS
THEIR DESIGN AND CONSTRUCTION
In approaching a subject upon which so much has already been written, it may be desirable to point out that the improvements which have taken place in recent years in connection with sewage disposal are so extensive and varied, and have developed at such a comparatively rapid rate, that most treatises now in existence are in many respects more or less out of date. It is true that further developments may be anticipated in the future, but these will probably be concerned more with additions and improvements in matters of detail than of principles, which are now to a great extent agreed upon. The time would thus appear to have arrived when it is desirable to describe in detail the various methods of construction now generally adopted in the design, of present-day sewage disposal works.
In order to avoid a repetition of the usual preliminary details to be found in all the existing literature devoted to this subject, it is assumed that readers are acquainted with the nature of the problem to be solved in the design of sewage disposal works, with the varying characteristics of the different liquids included under the term “sewage,” and with the engineering formulæ and requirements involved 2 in the design of tanks, filters, and similar constructional works. The present volume will thus consist exclusively of descriptions, illustrated with drawings and photographs, of the various tanks, chambers, filters, beds, and other details of sewage works, including the numerous types of appliances required in connection therewith.
In other works dealing with this subject it has been customary to use as illustrations, drawings of works actually carried out by their authors or other engineers. While these are interesting and valuable to a certain extent, their application under other conditions is limited, and their usefulness is thus much reduced. In the present volume the illustrations of the various details of construction do not, as a rule, represent actual working drawings adapted to any particular set of conditions, but are shown in diagrammatic form for the purpose of serving as suggestions to engineers in search of ideas which they can adapt to meet the requirements of any particular scheme upon which they may be engaged. It will follow that the engineer must in all cases rely upon his own practical experience and judgment in deciding to adopt any of the various methods of design and construction illustrated and described in the following pages; and it may be found that a combination of several types, or even a combination of several details of different types, combined with practical experience and mature judgment, will frequently produce the most suitable and efficient scheme.
On arrival at the disposal works, the first stage of the process through which the sewage passes is generally that of screening for the purpose of arresting the grosser solids in suspension. In a number of cases where the sewage is delivered by gravitation, there are no screens of any kind in use, reliance being placed upon the detritus chambers to perform the duty of arresting the floating solids, as well as the grit and other mineral matters, of such a specific gravity that they are readily deposited by simply reducing the velocity of the flow. Where the levels involve the use of pumping plant, screens are a necessity, and, as the Royal Commission on Sewage Disposal have expressed the opinion that all sewage should be screened, it will apparently be necessary to provide screens in all future schemes.
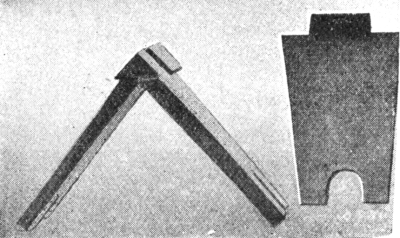
Simple Screens.—The simplest type of screen is in the form of a grating, consisting of vertical iron bars in a stout iron frame, arranged to fit into grooves cut in the side walls of the screen-chamber, or in channel-iron guides attached to the sides of the chamber. As a general rule the vertical bars are round in section, but some engineers prefer to use flat bars with their longer side parallel to the line of flow, while others even go so far as to use wedge-shaped bars with the thick end facing the flow of sewage. In the latter case, the idea is to facilitate the passage through the screen of those matters which are too small to be arrested on the front of the bars, but large enough to be caught between the bars, and thus possibly choke the intervening spaces. As all simple fixed screens must of 4 necessity be cleaned by hand, they are usually arranged at an angle of about 60 degrees to the floor of the chamber, in order that the matters arrested may be more easily drawn up by a hand rake to the top of the screen. Fig. 1 shows a screen of this type in plan and section, with a 5 large scale detail of the round, flat and wedge-shaped bars previously described. It will be noticed that a narrow platform of boards is shown across the chamber, at the top of the screen, to receive the screenings, which are then thrown into a barrow for removal to their final destination. One important point to be remembered in the design of the chamber for screens of this type is, that the bottom of the screen should be placed in a sump some 12 inches or so below the invert of the incoming sewer, so as to provide space for the accumulation of a certain amount of sludge and screenings without choking the screen. This sump should be provided with a washout valve. It is advisable to have all screen-chambers in duplicate, so that one of them may be in use while the other is being cleaned. The spaces between the bars vary in width with the character of the sewage, but the distance most generally adopted is half an inch. The important point to be considered is, that while the screen should arrest all the larger suspended matters it is intended to intercept, it should allow a free passage to all others without becoming rapidly choked. Another important factor in the efficiency of a fixed screen is its width. The greater the width, the less will be the liability to choke, and consequently it will not require raking so frequently to keep it in proper order.
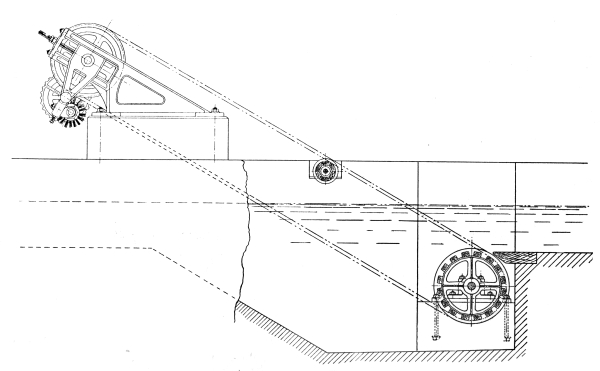
Rotary Screens.—Where the flow of sewage is sufficient for the purpose, and it is desired to reduce the necessary attention to the minimum, the self-cleansing rotary screen, manufactured by Messrs. John Smith and Co., may be adopted. This is illustrated in Fig. 2, from which it will be seen that it consists of a revolving wire screen, 6 extended between two rollers, one below and the other above the sewage level. The upper roller is rotated by means of a water wheel driven by the sewage. A rotary brush is fitted to the shaft and driven in the 7 opposite direction to the screen roller, so that it brushes off the screenings into a trough, from which they are removed by hand.
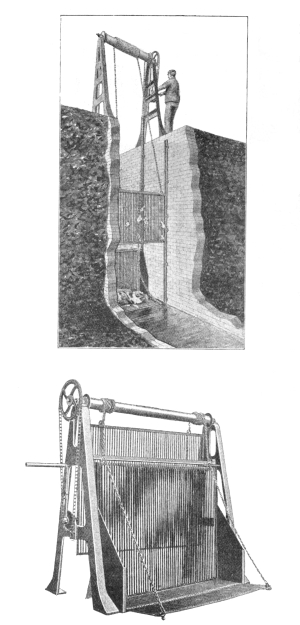
Screens for Deep Sewers.—In cases where the depth of the sewer makes it inconvenient to adopt a fixed screen, the double lifting screen, manufactured by Messrs. Adams Hydraulics Ltd., may be used, as shown in Fig. 3. This consists of duplicate screens, arranged to slide up and down in cast-iron guides attached to the walls of the chamber. These screens are raised and lowered by a chain, which passes over a drum revolved by hand. The main screen is in the form of a basket, with a hinged front, which falls to the floor of the chamber when this screen is lowered into position. When it is desired to clean out this basket screen, the other plain guard screen is lowered into position in front of the basket-screen, and the latter is then raised. As the chain by which the basket-screen is raised is attached to the top of the hinged front, the action of raising this screen first draws up the hinged front and this prevents the screenings falling out. After this screen has been emptied, it is again lowered into position, and the guard-screen raised to permit the sewage to flow direct into the basket-screen. 8
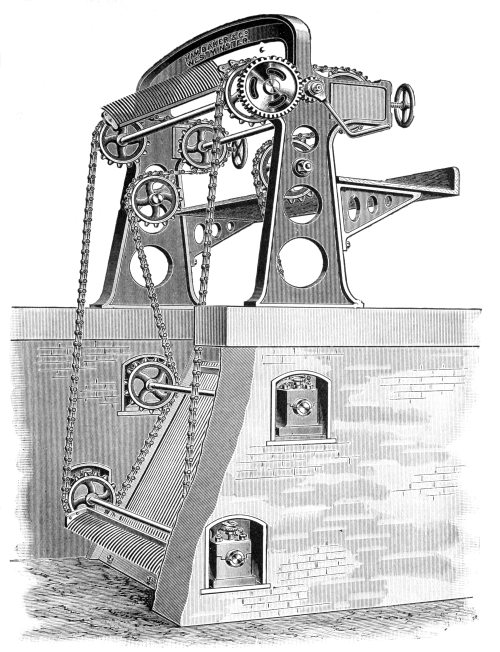
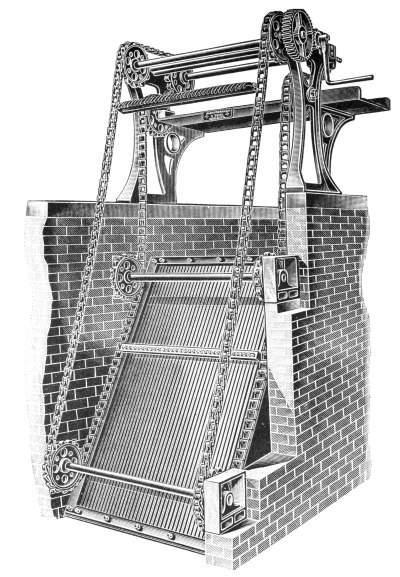
Mechanical Screens.—In larger schemes, where power is available for the purpose, mechanically operated screens are frequently adopted, as they are not only self-cleansing but the screenings are delivered automatically at or above the ground level, and thus very little labour is involved in removing these matters. Figures 4, 5, 6, 7 illustrate four examples of this type of screen, manufactured respectively by Messrs. Ham, Baker and Co., Ltd., Messrs. J. Blakeborough and Son, Ltd., Messrs. S. S. Stott and Co., and Messrs. J. Wolstenholme and Co. The general features of these screens are an inclined screen or strainer, fixed in the channel or catchpit through which the sewage flows to the tanks or to the pumps, and a raking apparatus with special shaped prongs, which travel in the spaces between the bars forming the screen and remove the refuse. The Stott screen includes a rake cleaning gear, consisting of a revolving steel comb, by means of which the screenings are removed from the prongs of the rake while they are in motion.

Fig. 6a.—Rake Cleaning Gear for Fig. 6.
In the case of the screen, manufactured by Messrs. Whitehead and Poole, illustrated in Fig. 8, the bars are of tapered steel, and are so arranged that they can be removed and replaced if necessary. The special friction drive with which this machine is fitted, prevents the breaking of the chain should the rake prongs become caught in the screen. The rake-cleaning gear consists of two swing levers, which carry a cleaning comb and a balance weight to hold it in position over the dirt tray. As the rakes bring up the screenings and reach the delivery position, they pass through the cleaning comb, which is, at the same time, forced down by a catch on the chain engaging with flanged rollers on the end of the swing levers. In this way the rakes are effectively cleaned, and it is impossible for the rake prongs and the comb to foul each other.
In addition to the screens already described, mention may be made of the special drum-shaped screen invented by Mr. Baldwin Latham and the numerous types of mechanically-operated screens in use in Germany, all more or less elaborate in character. Further details of these are probably unnecessary, as the aim of the engineer engaged in the design of sewage disposal works should be to adopt those appliances which are of the simplest possible form consistent with the requirements of the case with which he is called upon to deal. Some engineers prefer to use screens specially designed by themselves to meet the requirements of each particular scheme, and while this method provides scope for the exercise of a considerable amount of ingenuity, it is liable to involve greater expense than would be incurred by the adoption and possible adaptation of one of the various types already on the market. 15
The proper design of weirs for diverting the excess volume of sewage in times of storm has not in the past always received sufficient consideration. Too frequently it has been dealt with by rule of thumb. In the first place the position for the weir has not always been well chosen; but, as a result of the recommendations of the Royal Commission on Sewage Disposal, it will be necessary in the future to construct these weirs, in all cases which require the approval of the Local Government Board, after the screen. This is a wise precaution, as it prevents the possibility of a storm-water overflow coming into action as a result of want of attention to the screen. In this position the factor which has the greatest influence upon the proper working of such weirs is the rate of flow into the detritus tanks, i.e. the area of the inlets to these tanks. It is true that these may be regulated by the use of valves, but unless these valves, when once adjusted to the correct height, can be permanently locked in that position, it leaves them at the mercy of an unscrupulous workman, who may, if he wishes, close them entirely, and thus cause the entire flow of sewage to pass over the storm overflow weir in order to save himself the trouble of attending to the tanks and filters. It is probably with the intention of preventing the possibility of such mismanagement that the Local Government Board object to valves on the inlets to the detritus tanks. One method of preventing trouble is to use simple hand-stops, and provide the frames in both inlets but only one door, so that it is 17 impossible for the man to close both inlets at the same time. The Local Government Board are also usually averse to the use of any type of movable weir, and prefer the simple fixed weir.
Diverting Plate.—Many ingenious devices have been adopted in the past for the purpose of ensuring the diversion of all the excess volume above a certain fixed quantity. One of these is shown in Fig. 9, where it is assumed that all in excess of the volume which is taken by the sewer flowing four-fifths full is to be discharged over the overflow. In order to facilitate this result, an iron plate is fixed at the level of the weir (say four-fifths of the diameter of the sewer), over the whole of the outlet end of the chamber or man-hole, with a sharp edge on the side facing the flow, so that when the sewage in the chamber rises above this level, the excess volume above that flowing at a depth of four-fifths of the diameter of the sewer, is automatically diverted by the plate and caused to pass away over the weir. The invert of the chamber must naturally correspond with the diameter of the sewer.
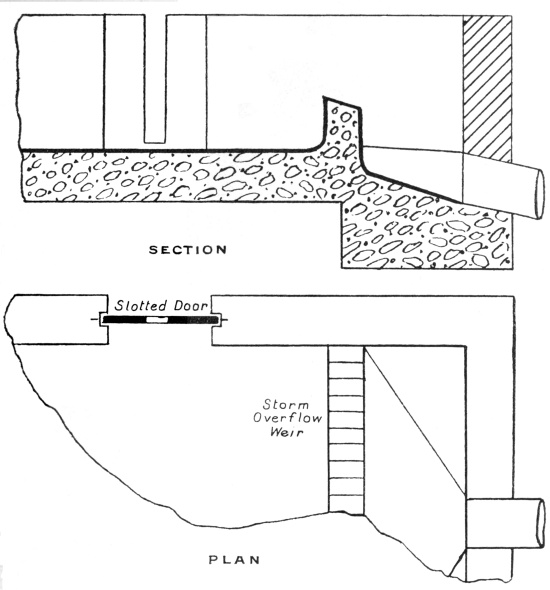
Fixed Weirs.—Even this ingenious method of diversion is, however, not accurate, as no provision is made to counteract the effect of the increased head on the outlet from the chamber, due to the backing up of the sewage in passing over the weir. Where a fixed weir is alone permissible, the only really satisfactory method of securing the desired result, is to increase the width of the overflow weir to such an extent that the maximum depth of storm-water, which may possibly flow over the weir, is reduced to the minimum, say one inch, and thus the effect of this head on the normal outlet from this chamber (i.e. on the inlet to the detritus or sedimentation tanks) is also reduced to the minimum. This will necessitate careful consideration, and a special set of calculations in each case. Where it is found that the execution 18 of the above suggestion involves the construction of a weir of abnormal and unpractical width, it will be found convenient to arrange the normal dry-weather outlet from this chamber in the form of a narrow vertical slot, which can be most easily provided in a simple door or 19 stop in a grooved frame, fixed in the outlet from this chamber. Fig. 10 shows an example of this slotted door, and when the correct width of the slot has been ascertained by actual experiment, the door should be bolted to the frame, so that it cannot be removed or altered by any unauthorised person. From the drawing it will be seen that it is not difficult to calculate the dimensions of the slot orifice, so that with the head due to the height of the storm overflow weir it shall discharge 20 the desired volume (say three times the dry-weather flow), and if the width of the overflow weir is then calculated to take the excess volume with a depth of one inch of water over the weir, this extra one inch of head will have very little effect on the discharge through the slot outlet.
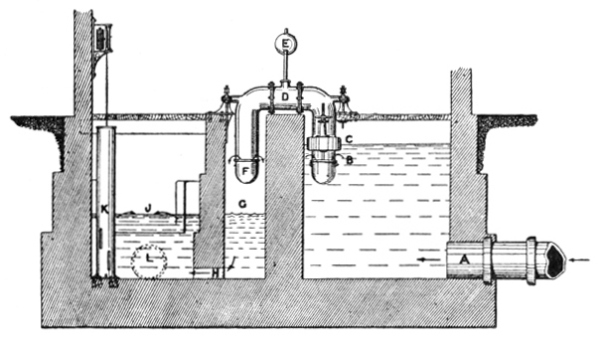
21 Movable Weirs.—If, however, it is desired to provide for an absolutely correct diversion of the storm-water, this can only be done by the use of a movable weir. There are two types of this form of weir on the market at present, both manufactured by Messrs. Adams Hydraulics, Ltd. Fig. 11 shows a floating weir, circular in form, arranged by means of floats to rise and fall freely with the level of the sewage in the chamber. The joint between the fixed and moving portions of the apparatus consists of an air-lock, and is thus frictionless. The floats are adjusted to bring the lip of the weir at such a depth below the top water level, that the volume which can pass over the weir without raising it is the maximum volume which it is desired to pass to the tanks and filters. As soon as the flow of sewage exceeds this volume, it naturally causes the floats to raise the lip of 22 the weir, and in this way the volume passing to the tanks and filters can never exceed the predetermined fixed volume, and all in excess must pass over the overflow weir. Fig. 12 shows a swinging syphon, which has the same effect as the floating weir. In this case the syphon has both legs trapped, so that it acts as a continuous syphon, and it is pivoted on the top of the division wall to swing freely. To the inlet leg, on the sewer side of the division wall, is attached an adjustable float, of sufficient buoyancy to raise this leg of the syphon (and with it the outlet leg as well) as the sewage rises in the chamber. It will be seen that the difference in level between the lip of the inlet leg and the buoyancy point of the float, represents the head which controls the maximum rate of flow through the syphon, and that immediately this is exceeded the float rises, and with it the syphon leg, so that all the excess volume of sewage, above the fixed maximum rate of flow through the syphon, must of necessity pass over the storm-water overflow weir.
The function of these tanks is to arrest all mineral matter, such as stones, sand, road-grit, and similar substances which cannot be decomposed in the subsequent stages of treatment, and would thus choke the tanks and filters. The essential factor in their operation is a reduction of the rate of flow of the sewage, so that all matters of a greater specific gravity than the water and the organic matters in suspension may be deposited by subsidence. At the same time the velocity should not be reduced to such an extent as to allow the organic matters in suspension to settle out, as these can be more suitably dealt with in the subsequent tanks provided for that purpose. From this it will be seen that considerable care is needed in designing these tanks if they are to have the desired effect. Further, it is very essential that every facility shall be provided for removing the matters which are deposited with as little trouble as possible.
Capacity of Detritus Tanks.—Too frequently there is very little evidence of design in these tanks, especially in the provision of suitable sludge outlets. Before all, there should be at least two detritus tanks in every case, so that one may remain in work while the other is being cleaned out, and, if the recommendations of the Royal Commission on Sewage Disposal are followed, each should have a capacity of not less than one-hundredth of the daily dry-weather flow. A simple 24 form of detritus tank is shown in Fig. 13. The essential features are, a floor with a sharp fall towards the inlet end of the tank and a sludge outlet at its lowest point. In this case a sludge plug valve is shown. This is suitable for all cases where the sludge can be 25 discharged to the sludge bed by gravitation. Where the levels do not permit of this, and it becomes necessary to raise the sludge, a chain-pump may be fixed in the detritus tank itself. As, however, this would involve a separate chain-pump for each detritus tank, as well as for each of the other subsequent tanks, it is usually found more convenient in such cases to construct a separate sludge-well provided with a chain-pump, and arranged at such a depth that the sludge from all the tanks will reach it by gravitation. This arrangement will be shown later in connection with the sedimentation tanks. The inlets to detritus tanks must be provided with valves, so that the flow of sewage may be shut off when it becomes necessary to empty the tanks. In order to prevent any misuse of these valves either in error, or wilfully, by closing both simultaneously and thus causing the whole of the sewage to pass over the storm-water overflow weir, the inlet valves should consist of grooved frames with one interchangeable door. By this means it is impossible for anyone to close both inlets at the same time.
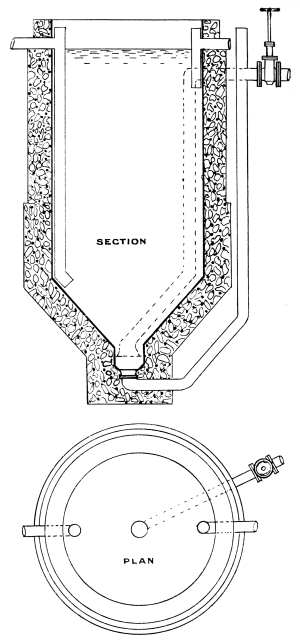
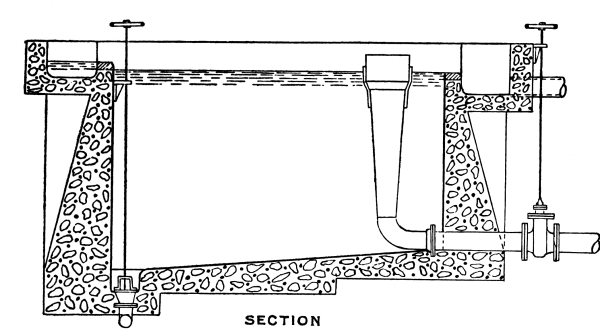
Dortmund Type of Tank.—Where the volume of sewage is fairly large, and it would be convenient to have the sludge outlet at 2 feet to 3 feet below the level of the invert of the outfall sewer, the advantages of designing the detritus tanks on the lines of the Dortmund tank may be considered. An example of this kind of tank is shown in Fig. 14. Tanks of this type have the following special features:—Great depth—from 16 feet to 20 feet below water level—and the bottom in the form of an inverted cone, with an outlet at its apex connected to a cast-iron sludge delivery-pipe, which may be carried up either outside the tank, as shown in solid lines, or on the inside of the tank, as shown in dotted lines. In either case this pipe should be continued 26 vertically up to, and finish with, an open end at the level of the top of the wall of the tank, so as to form a means for inspection and 27 rodding in case the pipe should become choked. From this vertical pipe a right-angled branch is arranged at about 2 feet below the top-water level in the tank, and provided with a sluice-valve. Ordinarily this valve is closed. When it is desired to remove the sludge deposited in the cone-shaped bottom of the tank, the sluice-valve on the sludge outlet is opened and the sludge is forced up by the head of water, due to the difference in level between the top-water level in the tank and the invert of the sludge-outlet. It has been stated that this method of sludge removal is subject to difficulties, due to the consolidation of the sludge in the cone, to such an extent that it becomes of too thick a consistence to flow up the vertical pipe. In some cases a special mechanical contrivance is adopted, by means of which the sludge may be stirred up at the apex of the cone-shaped bottom while the sludge-valve is open. Again, in a special form of tank which has been brought into 28 use in Germany, the sludge is stirred up by means of jets of water, under pressure from the main, forced through a ring-shaped perforated pipe laid near the apex of the cone. In both cases it is evidently assumed that the sludge will only be removed at long intervals, and in the author’s opinion the difficulties referred to above may be avoided by the application of the motto “Little and often,” as described in his book on the management of Sewage Disposal Works.
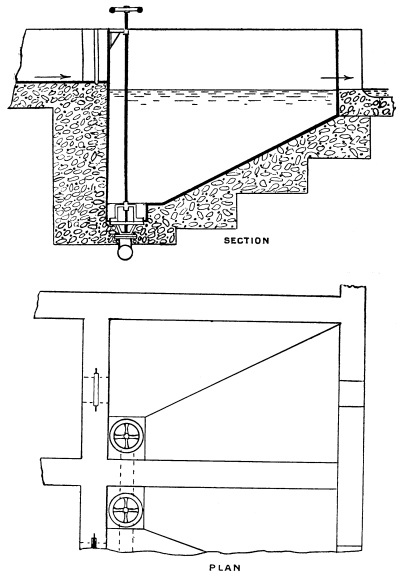
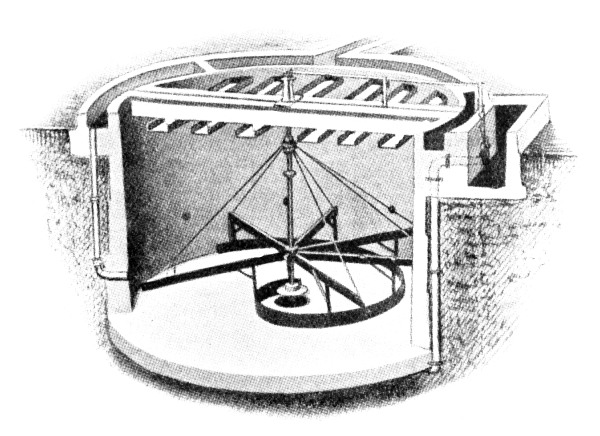
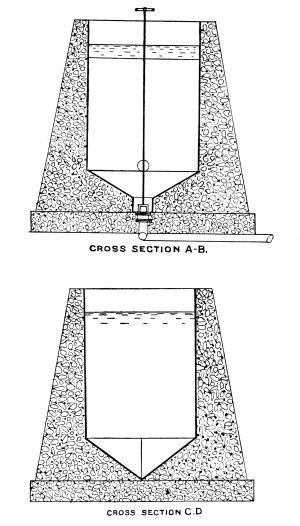
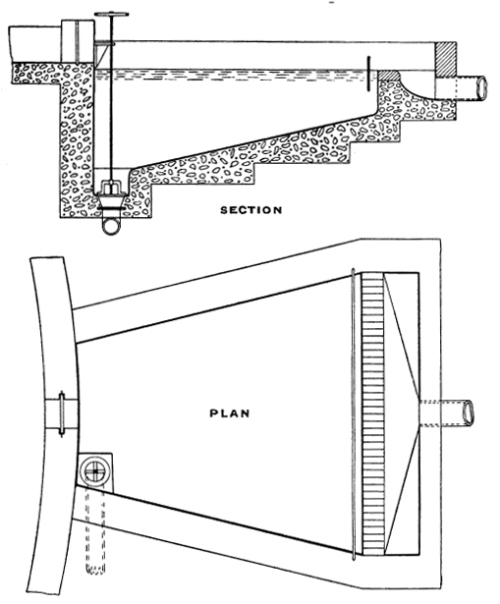
Special Apparatus for Sludge Removal.—A further type of detritus tank is illustrated in Fig. 15, in which the tank is circular in form but has a flat bottom. The sludge is discharged by the same means as that shown in Fig. 14, but a special scraping machine operated by hand is used to facilitate the removal of the sludge by drawing it towards the inlet to the sludge pipe, which is situated at the centre of the floor. The scraper, which is manufactured by Messrs. Ham, Baker and Co., is helical in form, and is attached to and rigidly supported by a framework mounted on the central shaft, which is rotated by suitable gearing fixed at the side of the tank over the sludge discharge inspection chamber, so that the operator may be able to regulate the rate of the sludge delivery. It will be noticed that the outlet from this tank is by means of cross-channels, described in detail later in connection with sedimentation tanks.
Under this heading are included a large number of tanks of various types and systems, for each of which some particular advantage is claimed in ordinary circumstances, or some peculiar suitability for special conditions. All are, however, ostensibly designed for the purpose of arresting the organic matters in suspension, in order to prepare the sewage for the subsequent stage of oxidation in contact beds, on percolating filters or on land.
Types and Capacities of Ordinary Tanks.—In addition to detritus tanks described in the preceding chapter, the Royal Commission on Sewage Disposal, in its fifth Report, has dealt with five different methods of tank treatment in detail. These are:—
1. Septic tanks, having a total capacity of about 24 hours’ dry-weather flow.
2. Continuous-flow settlement tanks without chemicals, having a total capacity of about 15 hours’ dry-weather flow.
3. Continuous-flow settlement tanks with chemicals, having a total capacity of about 8 hours’ dry-weather flow.
4. Quiescent settlement tanks without chemicals.
5. Quiescent settlement tanks with chemicals.
The two last-mentioned have each a total capacity of about 24 hours’ dry-weather flow. 30

Fig. 16.
In all these five types of tanks the method of construction is very similar, generally rectangular in plan and of a moderate depth. As a rule they are connected by means of a supply channel to the preceding detritus tanks, and the total capacity is divided up into a number of units varying with the size of the scheme. The Royal Commission suggest the following divisions:—
1. Septic tanks: 5 tanks, with an additional spare tank.
2. Continuous-flow settlement without chemicals: 6 tanks, with 2 additional spare tanks.
3. Continuous-flow settlement with chemicals: 6 tanks, with 2 additional spare tanks.
4. Quiescent-settlement without chemicals: 8 tanks, with 2 additional spare tanks.
5. Quiescent settlement with chemicals : 8 tanks, with 2 additional spare tanks.
The general features of construction are:—
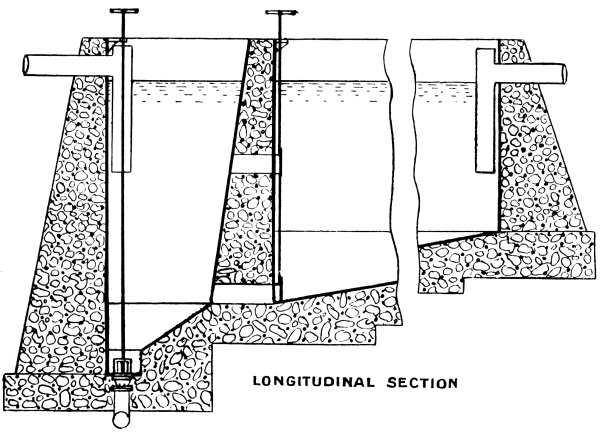
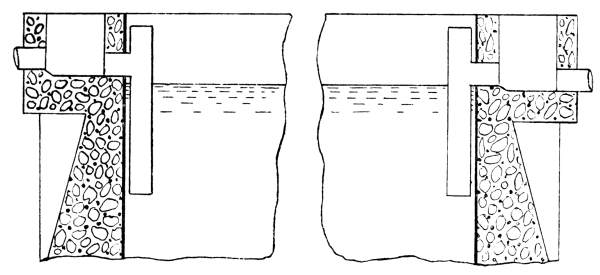
Substantial walls in brickwork, concrete, plain or reinforced, and of a suitable thickness to withstand with safety the pressures they are required to resist; sloping floors provided with suitable outlets for both liquid and solid contents at the bottom, and specially arranged inlets and outlets at the top. In connection with the floors, sufficient care has not always been devoted in the past to the consideration of the most convenient method to adopt, in view of the necessity of removing the sludge. In some cases, the floors have been laid with a slope towards the outlet end, and, as the greatest accumulation of deposit takes place at the inlet end, great difficulties have been experienced in removing the sludge. There is very little doubt that if suitable arrangements are made, by means of which the accumulation of solids deposited at the inlet ends of tanks can be removed without drawing off the total contents of the tank, much labour will be saved. With this end in view, the design illustrated in Fig. 16 is suggested as a model which may be adopted exactly as shown, or, with some modifications, adapted to meet the special requirements 33 of particular cases. It will be noticed that a submerged weir wall is introduced at some distance (which will vary with the method upon which the tank is operated and with the character of the sewage) from the inlet end of the tank, so as to retain the larger portion of the solids in this separate compartment. The floor of this section is laid with a comparatively steep gradient leading to the sludge outlet. A separate outlet, fitted with a floating arm, may be provided for drawing off the top water down to the level of the top of the weir wall. Below this level, in ordinary circumstances, only the contents of the separate compartment at the inlet end of the tank will be drawn off in removing the sludge. A valve is provided at the bottom of the weir wall, so that the entire contents of the tank may be drawn off should it be found necessary at long intervals. An alternative to the submerged weir wall is shown in Fig. 17, in the form of a division wall carried 34 up to the top of the tank, with orifices below the top water level through which the sewage passes when the tank is in use. These apertures are provided with valves, so that they may be closed when the solids in the compartment at the inlet end of the tank are drawn off, and thus obviate the necessity for emptying the whole of the tank.
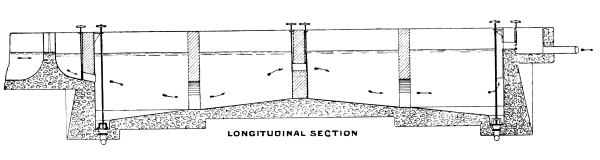
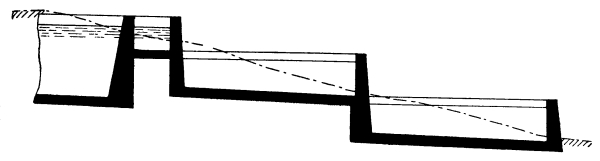
From observations which have been made in various places, it has been found that although the actual capacity of the tanks corresponded to anything from 12 up to 24 hours of the daily dry weather flow, the period during which the sewage remained in the tank, or rather the time taken for the sewage to pass through the tank, was much less than it was anticipated would be the case. In one instance, it was noticed that the sewage passed through a tank of a capacity equal to 15 hours’ dry weather flow in 4 hours, and, although it is obvious that the same efficiency of sedimentation could not be secured by passing the sewage at the same rate through a tank of a capacity of 4 hours’ flow, it would seem that the full effect of the larger tank was not brought into play. A possible explanation is that the form of the tank and the arrangement of the inlet and outlet were such that the flow of sewage through the tank was more or less in a direct line from the inlet to the outlet, and this, if correct, would lead to the conclusion that there is room for improvement in the design of the tank, in order to cause the sewage in its passage to be spread out over the whole area of the tank. With this end in view the author has specially designed the arrangement illustrated, Fig. 18, as a suitable method of preventing the sewage passing direct from the inlet to the outlet. It will be noticed that the sewage enters the first compartment about 3 feet below the top water level, and by means of three cross walls is made to flow down to within a short distance of the floor in one compartment, and up 35 to within a short distance of the top water level in the next, and that this occurs twice in the total length of the tank. By sloping the floor from the centre both ways, i.e. to the inlet and outlet ends, and providing sludge outlets at the lowest points in each case, every facility is made for removing the deposit and for emptying each half of the tank whenever it may be found necessary. Further, by arranging the sludge outlets in pockets or sumps, situated below the level of the lowest point of the floor itself, it is possible to draw off the sludge in small quantities at frequent intervals without emptying the tank itself. The chief factors in causing the sewage to be uniformly spread out over the whole area of the tank are, however, the valves or penstocks on the inlet and outlet pipes, and on the pipes in the central cross wall. By suitable adjustment of these penstocks, partially closing those through which the sewage has a tendency to flow most freely and opening the others, there should be no difficulty in securing a uniform distribution of the sewage. In any case the actual direction of the flow of the sewage is, by means of these penstocks, entirely under control. The inlets to the tank being submerged below the water level in the supply channel, will secure a more uniform rate of flow through all the inlet pipes than if they were placed at the top water level, and the valves on these pipes provide facilities for any further regulation that may be required. The most important point to be observed, however, is that the rate of flow from the outlets of the tank should be uniform. In order that this may be secured, these pipes are submerged on the inside of the tank, but have their outlets set at the top water level, so that the actual discharge may be visible, and thus render it possible to regulate the rate of flow from each pipe by means of the penstocks provided for the purpose. Further, the openings in the middle cross wall may be adjusted to control the direction of the flow through the tank by means of the penstocks, which also serve to shut off either half of the tank when the other is emptied. 36

Fig. 18.
Another method of ensuring uniformity of flow over the whole area of a tank, is to arrange it in the form of a wedge, with the inlet at the 39 narrow end and the outlet in the form of a weir at the wide end. This form of tank is shown, Fig. 134, page 183, for settling out the humus in filter effluents. The same tank, with a greater depth, would be equally suitable as an ordinary sedimentation tank for sewage, and several could be arranged in such a way that three or four would form a half-circle, i.e. the angle between the two side walls of each tank would be 60 degrees or 45 degrees.
The principles embodied in the preceding suggestions can be applied to most types of rectangular tanks.
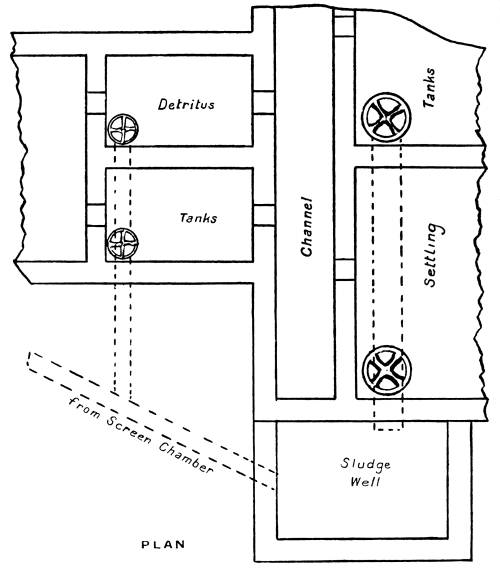
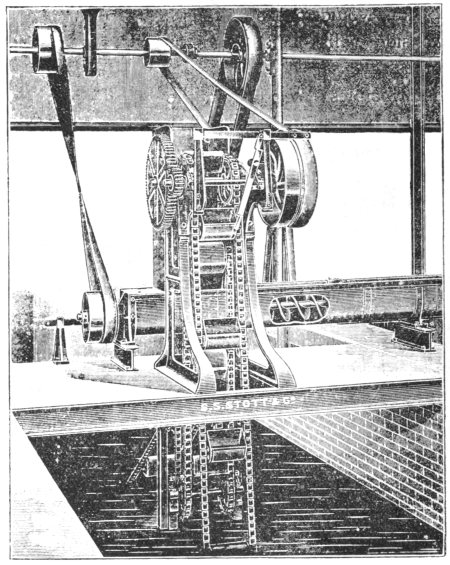
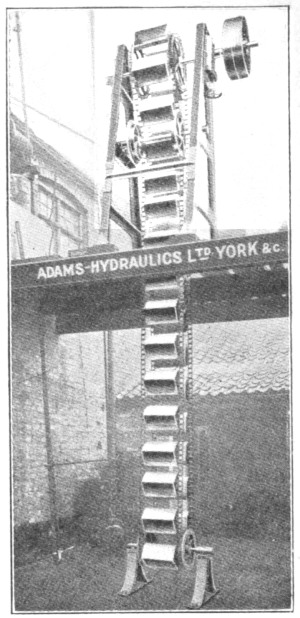
Sludge Well.—In connection with the actual method of conducting the sludge from these tanks to the sludge disposal area, the remarks made under the heading of detritus tanks will apply. A convenient arrangement for a sludge well, where a number of tanks are involved, is shown in Fig. 19, which is self explanatory. For small schemes a chain-pump operated by hand may be used to raise the sludge from the well. In larger schemes where power is available, sludge elevators of the bucket type, as shown in Figs. 20, 21 and 21A, are very convenient.
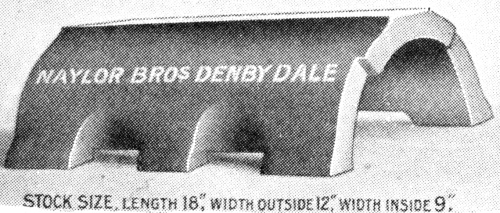
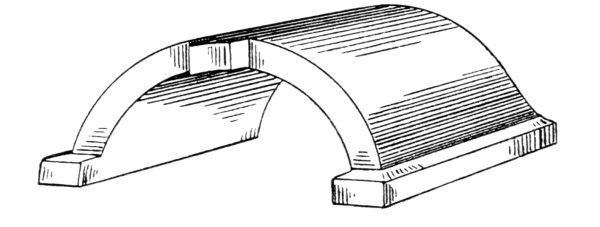
Roofs over Tanks.—With regard to the question of roofs over tanks, it is now generally admitted that these have very little, if any, effect upon the working of the tank, and they may therefore be dismissed in a few words. Under certain circumstances it may be desirable for sentimental reasons to cover sewage tanks, and in such cases the general practice is to form concrete arches covered with earth and sown with grass. Reinforced concrete construction may sometimes be found very suitable, while, in other cases, galvanized corrugated-iron roofs, supported on an iron framework carried on the walls of the tanks, are preferred. In very small installations, 1½-inch or 2-inch creosoted deal boards, laid loose, but fitting close together with their ends supported in a rebate in the top of the wall, make a very good cover, as they are easily removed whenever it becomes necessary to inspect or gain access to the tank. 40
Details of Inlets and Outlets.—Among the most important points to be considered in designing sewage tanks is the arrangement of the inlets and outlets, as upon these depends to a very great extent the efficiency of the process. In order to afford a means of selecting the most suitable arrangement for any particular case a number of different methods are illustrated. 41
Fig. 22 shows the simplest form of trapped inlet and outlet, consisting of cast-iron Tee junction pipes, the junction being built into the wall of the tank and fitted with a valve or penstock. The lower end of the trapped pipe is generally about 3 feet below the top water level, but in special cases may be much deeper. The upper end of this pipe terminates at some distance (e.g. about twice the diameter of the inlet junction) above the top water level, and the top is left open or fitted with a blank flange for purposes of inspection. Where a roof is provided over the tank, it is desirable to continue this pipe up and through the roof, so that it may still be available for inspection. In large tanks, or any tanks having a width of more than 6 feet, several 43 of these inlet and outlet pipes should be provided, one for about every 6 feet of width, in order to spread the sewage as much as possible over the whole area of the tank. A valve should be provided on the inlet pipe. This is essential in order that the flow of sewage to the tank may 44 be shut off whenever it needs attention or has to be emptied. Where there are several tanks with their outlets discharging into a common channel, it will be found desirable to have valves on the outlets as well as on the inlets. A slight fall should always be allowed from the invert of the inlet to the invert of the outlet pipe, and again from the latter to the tank effluent channel or pipe leading to the filters.
In Fig. 23 a somewhat similar arrangement is shown, but instead of Tee junctions the inlets and outlets are formed of easy bends, which may be in cast-iron or glazed stone ware as indicated. The observations made above in connection with Fig. 22 apply generally to Fig. 23.
Fig. 24 is a plan of Fig. 23, to show a number of inlets and outlets to one tank.
In Fig. 25 the trapped inlet and outlet is formed by means of a cross wall carried up to the top of the tank with openings at the floor level in the form of arches. It is considered by some engineers that this method is a more substantial form of construction, and that it assists to a great extent in spreading the flow of the sewage over the whole area of the tank.
In Fig. 26 both the inlet and outlet is in the form of a weir, running the full width of the tank, and it is probable that this is the most efficient means of ensuring that the flow of sewage shall spread over the whole area of the tank. The trapping of the inlet and outlet in this case is obtained by the use of scum boards or plates, as shown. When more than one tank of this type is required, it becomes necessary to provide a separate feed channel or carrier in addition to the channel immediately in front of the inlet weir, in order to arrange means for shutting one or more tanks out of work when required. 45
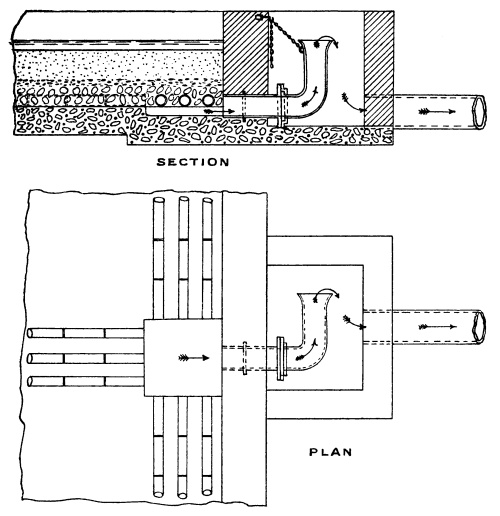
The method of arranging the inlets and outlets shown in Fig. 27, consists of constructing extra deep sewage carriers and tank effluent channels, and making the connections from these to the tank at the desired depth below the top water level in the tank. It is true that these deep channels always stand full of sewage or tank effluent while the tank is in operation, but it is assumed that the passage into the tank of all solid matters in suspension is facilitated, especially 46 during the minimum flow of sewage. It is essential that both channels should be well dished towards the tank on either side, so as to avoid all corners where solids may lodge, and render it easy to clean out the channels when the tank is emptied.
The various types of inlets and outlets described above are more particularly suitable for tanks which come under the terms “septic” and “continuous-flow sedimentation without chemicals.” It is not necessary that the inlets and outlets should both be of the same type. Various combinations may be adopted, according to the requirements of each case and the judgment of the engineer. Similar methods may be utilised for “continuous-flow sedimentation tanks with chemicals,” but they need the addition of floating arms for the purpose of drawing off the top water before the sludge is removed. The type of inlet and outlet more generally in use for chemical precipitation processes is shown in Fig. 28, 48 as in these cases there is no need to preserve a scum on the surface. The connection between the sewage carrier and the tank is usually in the form of a sluice gate, and simple wooden boxes are provided round the inlet and outlet in order to divert the flow towards the bottom of the tank. It is also found desirable in some cases to provide scum-boards for the purpose of arresting the grease, which naturally rises to the surface, and must not be allowed to pass away with the effluent. The floating arm outlet is essential, particularly for tanks which are designed for “quiescent sedimentation with or without chemicals,” and the usual form of outlet into a channel a few inches only below the inlet level is not needed, as tanks of this type are filled and allowed to stand full for a certain period, and the contents are then drawn off through the floating arm. The function of this appliance is to draw off the whole of the clear liquid contents, from a point a few inches below the surface, at a slow rate, and without disturbing the sludge at the bottom. 49
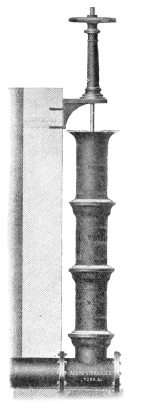
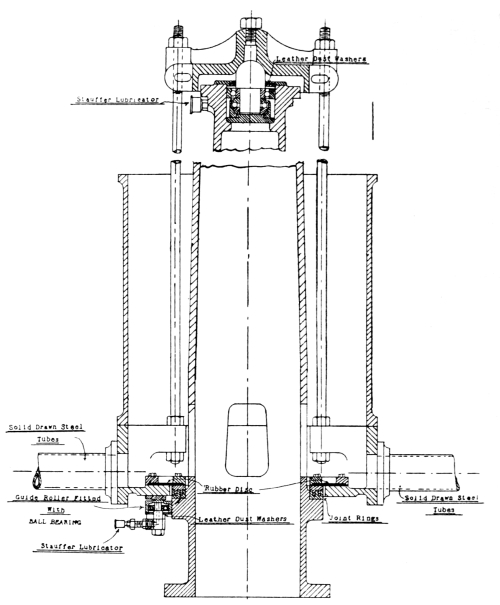
A type of floating arm is shown in detail in Fig. 29. In order to prevent any possibility of these arms drawing off sludge by an oversight, when approaching the floor of the tank, the chain attached to the float should be arranged to check the fall of the arm at a point which will be above the level of the sludge, or, if there is any possibility of the chain being tampered with by unauthorised persons, the fall of the arm may be arrested with certainty by means of a bracket, built into and projecting from the wall of the tank, or by means of a short pier of brickwork and concrete, built up on the floor of the tank under the arm to the required level. Another method of drawing off the top water from tanks has been introduced by Messrs. Willcox and Raikes, Civil Engineers, and is manufactured by Messrs. Adams Hydraulics, Ltd. As will be seen from the illustration, Fig. 30, it consists of a cast-iron stand-pipe, in sections, each of which makes a tight joint with the one below it. A spindle, working in a screwed nut in a bracket or pillar at the top, passes through crossbar guides inside the stand-pipe sections. This spindle has projections at irregular intervals, arranged in such a manner that as the spindle is 50 screwed up it lifts the top section first, then the second, and lastly the third, and thus makes it possible to draw off the supernatant water in three layers, each of which may if desired be discharged in different directions. Finally, the sludge may be drawn off through the same outlet to the sludge-disposal area.
As the distance which the sewage travels in “continuous flow settlement tanks with chemicals” is frequently an important factor in securing the maximum efficiency, it may be found economical to arrange the tanks in the form shown in Fig. 31, where each tank has a division wall, carried through from the inlet end to within a few feet of the opposite end, so that the sewage travels a distance equal to twice the length of the tank before passing to the outlet. This arrangement requires only one carrier, but this must be provided with suitable sluice-gates opposite to each tank, in addition to similar gates on the inlet and outlet from each tank.
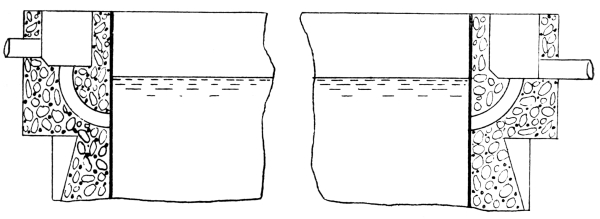
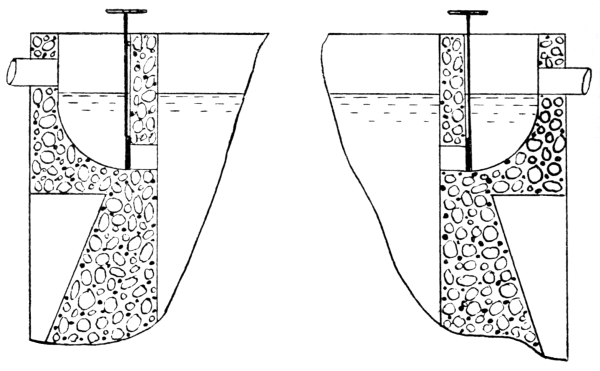
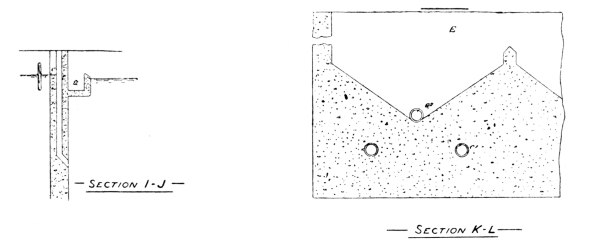
The Dortmund type of tank, described under the heading of detritus tanks, may also be adapted for sedimentation tanks, but the outlet 51 should be arranged in such a manner as to reduce the velocity of the flow at this point to the minimum. This is usually secured in by causing the liquid to flow over a weir formed by the circular wall of the tank, or by a number of weirs consisting of cast-iron channels laid transversely across the top of the tank. In either case it becomes necessary to form a circular effluent channel round the top of the tank, to receive the effluent after it has passed over the weirs. These two arrangements are illustrated in Figs. 32 and 33, the former showing the circular weir wall, and the latter the transverse cast-iron channels. Both edges of each of these channels act as weirs, so that the total effective length of weir is thus greatly increased. The inlets, conical bottoms, and sludge outlets for these two tanks, would be similar to those shown in connection with this form of detritus tank (Fig. 14). Mr. S. R. Lowcock, M.Inst. C.E., has stated that in his experience an excellent effluent can be obtained by drawing off the liquid at one point, and at about two feet below the top water level. A method of accomplishing this is shown in dotted lines on Fig. 32. 52
Special Types of Tanks.—One of the troubles which frequently arises in the operation of all types of natural sedimentation or septic tanks is a nuisance from smell, due to offensive gases given off by the effluent. These are the result of the decomposition under anaerobic conditions of the organic matter deposited in the tanks. It is possible to arrange them in such a way, that the conditions which cause the trouble may to a great extent be avoided even in the ordinary types of tanks.
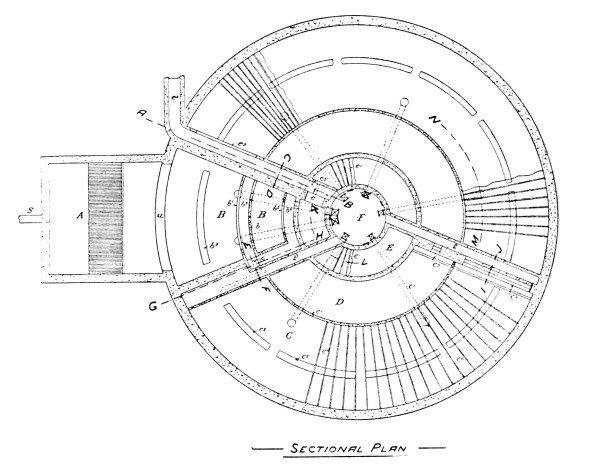
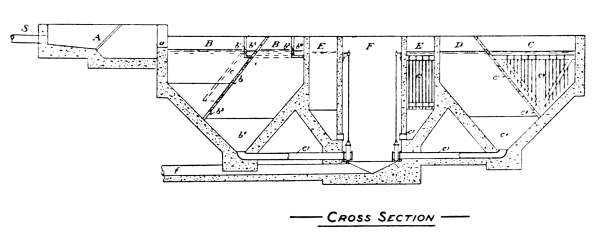
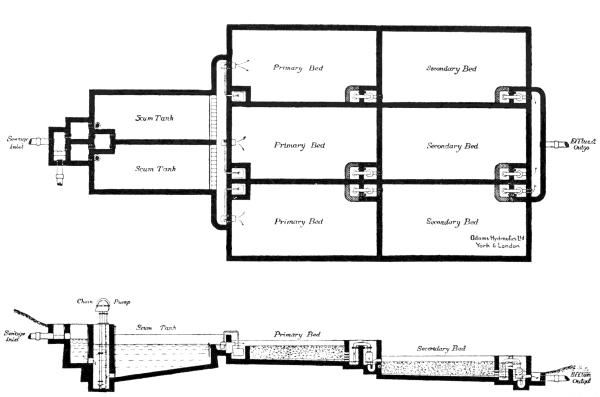
Hydrolytic Tank.—There are, however, several types specially designed to eliminate these troubles altogether, by separating the flow of sewage through the tank from that section in which the composition of the sludge takes place. Among these is the hydrolytic tank. This tank is already well known to most engineers, in the original form designed by Dr. W. Owen Travis, and adopted at Hampton-on-Thames, but a new and improved method of construction has recently been brought out. The principle of this tank may be described as the deposition and 53 collection of the impurities in sewage by a process of physical de-solution, the matters being separated in the order of their grossness and specific gravity, namely (a) the removal of the grosser solids by means of screens; (b) the settling of the heavy inorganic solids in a detritus chamber; and (c) the separation of the lighter solids in suspension and in a colloidal state. Finally, means are provided whereby the deposit in the various chambers may be collected and removed with facility. It is impossible in the space available to describe in full the reasons for the various details of construction which have been adopted, but the accompanying illustrations, Figs. 34 to 42, which have been kindly furnished by Messrs. Shone and Ault, Civil Engineers, illustrate an example of the latest type of the tank. Fig. 34 is a plan section of the tank, and Figs. 35 to 42 are vertical sections on the lines indicated. The tank is by preference circular, as shown. The sewage is delivered from the pipe S through a screening chamber, in which the gross matters, such as rags and vegetable debris are retained on the screen A, and are from time to time removed by hand or mechanically. The sewage passes over the weir a into the first section B, which occupies about one-eighth of the circumference and is divided into two parts by the diaphragm b, Fig. 35. The flow of the sewage through this first section B may, by the weirs b1 and b2, be so appointed that two-thirds of it flows from the outer compartment over b1 and one-third over b2 from the inner compartment, the only entrance to which is by the opening b3, Fig. 35, in the bottom of the diaphragm b; so that the deposition of the solids by gravity is accelerated by the flow of the one-third of the sewage into the 54 inner part of the compartment B. The solids collect in the conical bottom part b4, Fig. 35. The overflows from the weirs b1 and 55 b2, are, by the channels b5 and b6, directed to the downtake c, Figs. 34, 35, 38 and 39, which delivers the sewage near the bottom 56 of the outer compartment C, which latter, with the inner compartment D, forms the second section of the tank. These two compartments are divided by the diaphragm c1, Fig. 39, having openings c2 in the lower edge. In the drawing the second section of the tank is shown divided in two parts by the wall and weirs c3, Figs. 34 and 40, and they occupy together about seven-eighths of the circumference of the tanks. The weirs c3 are so proportioned that 85 per cent. of the liquid passes directly through the outer compartment, and 15 per cent. indirectly through the inner compartment of the first portion of the second section of the tank, into the respective compartments of the second portion of that section. It should be noted that the only passages for the flow of liquids into the inner compartment are the openings c2, Figs. 34 and 39; and consequently the deposition of solids is accelerated by this flow, so that they collect in the lower part, c4, Fig. 35, of the inner compartment B. The flow through the second portion of this second section of the tank is governed by the weirs e5 and e, Figs. 34 and 36, which weirs are shown of such proportion as to cause 70 per cent. of the liquid to flow directly through the outer compartment, and 30 per cent. indirectly through the inner compartment. The colloiders c6, Figs. 34 and 35, are fixed vertically in the outer compartments to attract and absorb the solids in pseudo solution. It will thus be clear that 70 per cent. of the sewage flows in a direct manner through the outer compartment, and in doing so deposits practically the whole of its permanent and a considerable portion of its convertible solids. The effluent from the inner compartment D of the second section of the tank is, by the submerged channel e3, Fig. 36, passed into the supplementary section E, which is fitted with colloiders, e1, Figs. 34, 35, and 41. This effluent, which has become fouled by the disturbance caused by the 57 evolution of gases in the inner compartment of the second section, is thus submitted to a further de-solution action by absorption and other processes. Finally the outflow from the outer compartment C, of the second section over the weir e5, Figs. 34 and 36, and the outflow from the supplementary section E, over the weir e, are passed away from the tank by a common channel, e4, Figs. 34 and 37, whence the effluent may, for further treatment, be led to filters or on the land. The overflows from the two weirs may, however, be led away from the tank by independent channels for separate treatment. The solids, collected in the form of sludge in the lower parts of the sections, can be drawn off periodically through the pipes c7, Figs. 34, 35, 41, and 42, governed by valves into the central chamber F, Figs. 34 and 35, from which it may be led by the pipe f to adjoining land, or elsewhere for further treatment. The lighter solids, that collect in the form of scum on the surface of the liquid in the tank, may be skimmed off or drawn into the channels g, Figs. 34, 38, and 40, and conducted to the central chamber F, and disposed of similarly to the sludge. The tank is, or may be, constructed of concrete, which may be reinforced as required according as it is wholly or partly above the ground. Its shape may be greatly varied according to local requirements and other considerations.
Imhof Tank.—A somewhat similar tank has been introduced in Germany, and is known as the Imhof tank; but in this case the whole of the sewage is passed through direct to the outlet, and none is allowed to flow through the portion in which the decomposition of the sludge takes place. These tanks are known in Germany as “Emscherbrunnen,” from the district in which they were first introduced. The present type has been designed by Dr. Imhof, the engineer to the Emschergenossenschaft at Essen, in Germany, and is shown, Fig. 43. It should be noted that the 58 arrangements may be varied in special cases. Where the daily flow is considerable, at least two such tanks are recommended, and the inlets 59 and outlets are so arranged that the direction of the flow may be reversed at regular intervals, in order that both tanks may receive an equal proportion of the solid matters. The method of removal of the sludge is usually arranged on the same lines as that previously described in connection with the Dortmund type of detritus tank. It is, however, evident that difficulties are occasionally experienced in drawing off the sludge when it has been allowed to remain in the tanks for long periods untouched, as it is suggested that a connection from the water supply service may be carried down to the bottom of these tanks, to permit of a jet of water under pressure being directed upon the sludge in order to stir it up and thus facilitate its withdrawal.
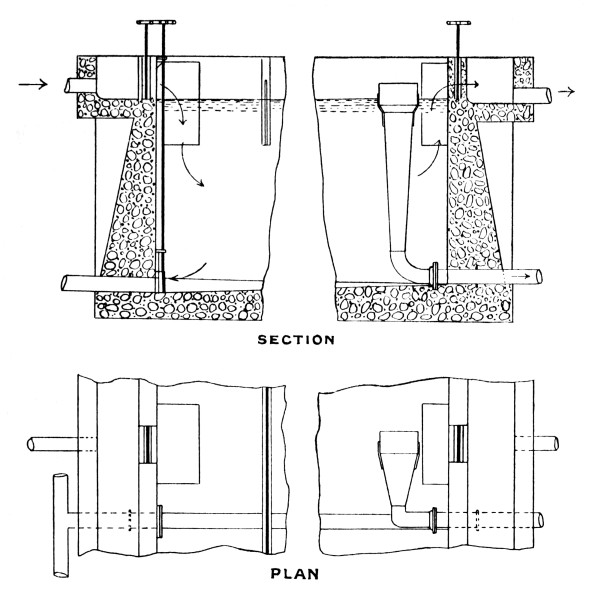
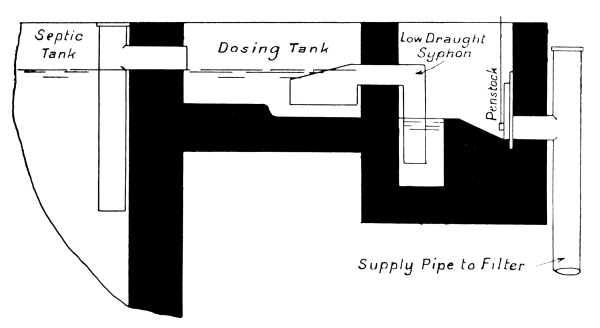
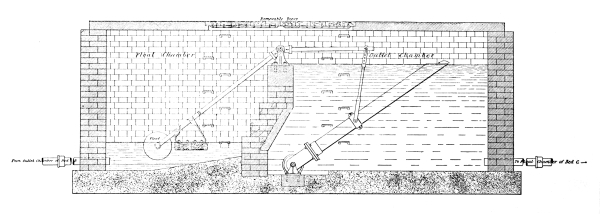
Skegness Tank.—With the same end in view—the separation of the process of sludge liquefaction from the bulk of the sewage flow—Messrs. Elliott and Brown, Civil Engineers, devised an ingenious arrangement of tanks for the scheme of sewage disposal which they carried out at Skegness. In this installation the sewage first enters a settling tank on the Dortmund principle, from which it overflows at the top into a dosing tank which gives intermittent discharges to the filters. The usual sludge delivering pipe from the settling tank is connected into the bottom of a separate sludge liquefying tank, the floor of which is some four or five feet below the top water-level of the settling tank. The upper part of the sludge liquefying tank is also connected to the dosing tank in such a way, that when the latter discharges it draws off several inches depth of the supernatant water from the top of the sludge liquefying tank at each discharge. The result of this operation is, that each time the dosing tank is discharged an artificial difference in level is created between the top 60 water levels in the settling tank and the sludge liquefying tank—the latter being the lower of the two—and as they are in direct communication through the sludge pipe, the extra head in the settling tank causes a movement to take place through the sludge pipe, and thus forces some sludge up into the sludge liquefying tank, where it remains for any desired period for liquefaction without unduly fouling the tank liquor delivered to the filters.
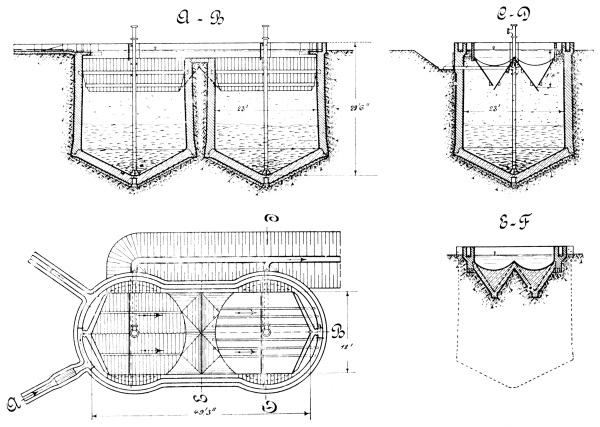
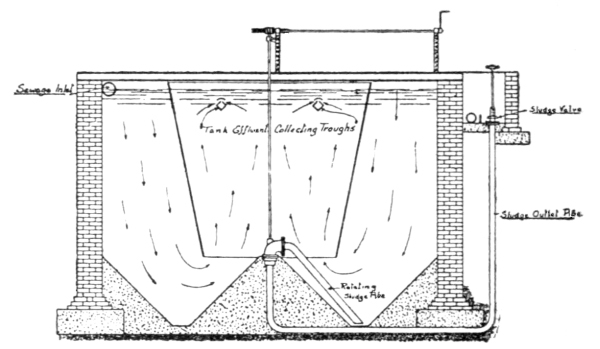
Candy-Whittaker Bacterial Tank.—Somewhat similar in form to some of the previously described tanks, the Candy-Whittaker bacterial tank is circular in plan and provided with a deep inner cone, which divides it into two compartments as shown, Fig. 44. The sewage enters the outer compartment through a pipe, by means of which it is evenly distributed. The outlet is through submerged effluent troughs situated inside the cone, so that the sewage must flow down to within a short distance of the bottom of the tank in order to pass under the bottom of the cone and reach the outlet troughs. In consequence of this method of 61 construction, the bulk of the solids in suspension are deposited in a circular V-shaped gutter or sump, from which the sludge is removed by the pressure due to the head of water forcing it up a sludge pipe similar to that previously described in connection with the Dortmund type of tank. In the Candy tank, however, the inlet end of the sludge pipe has a returned end with a swivel joint, which is rotated by means of a vertical spindle operated by a crank handle at the side of the tank, working through suitable gearing. It is claimed that any scum which may be formed on the surface by floating solids, or by sludge freed from the bottom of the tank by gases produced by fermentation, is retained in the outer compartment, and thus prevented from passing away at the outlet with the clarified sewage.
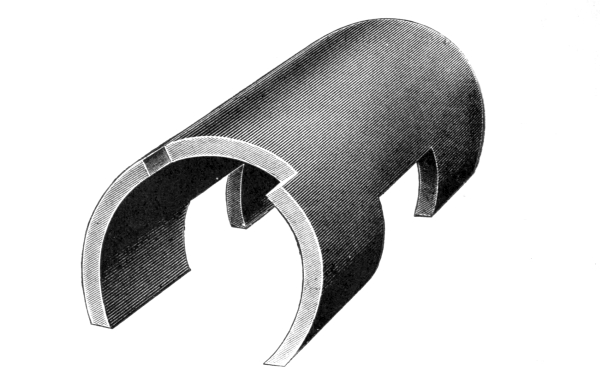
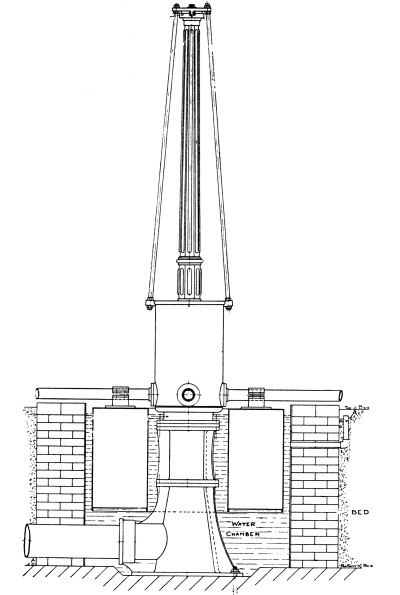
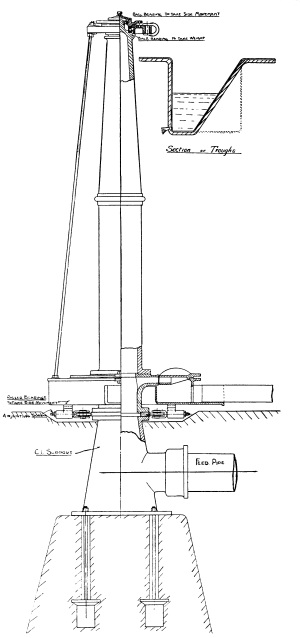
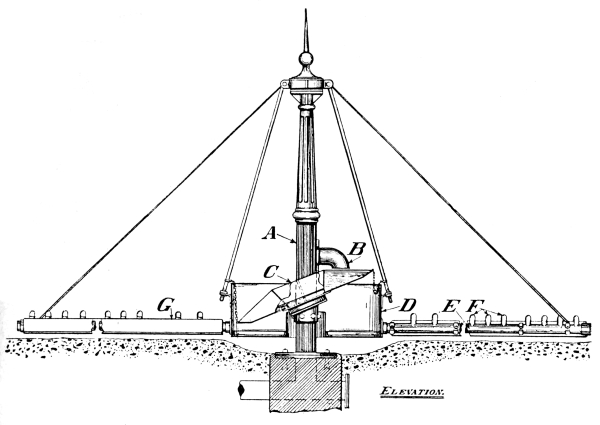
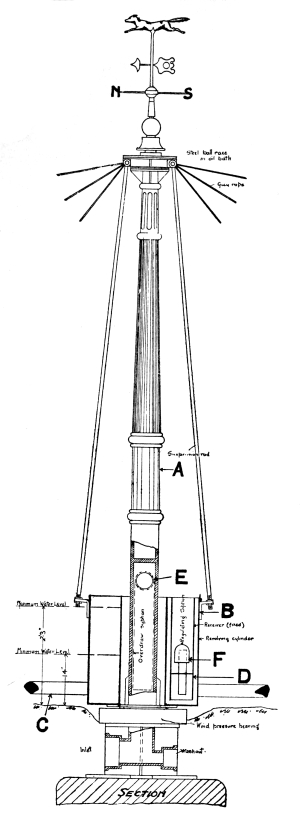
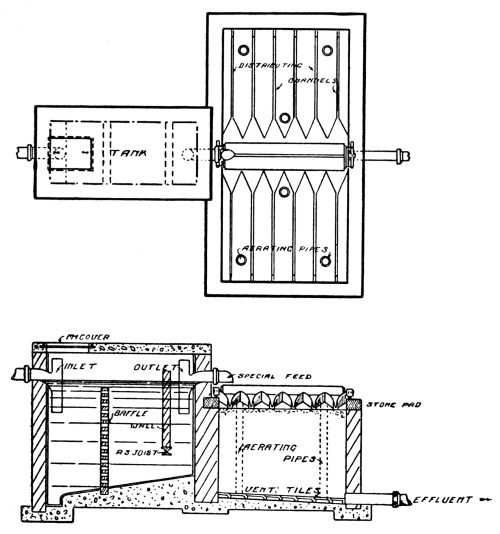
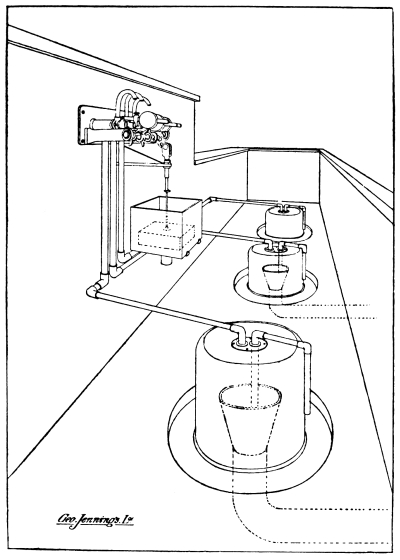
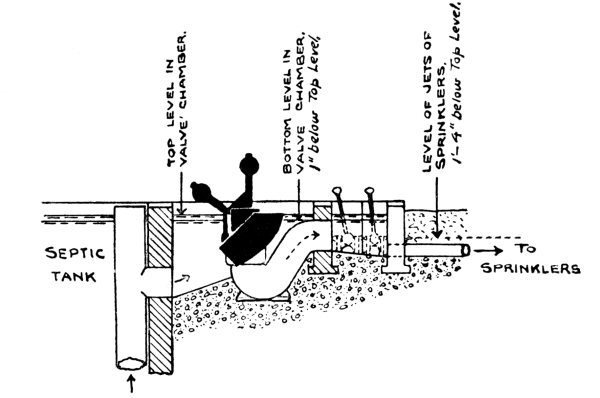
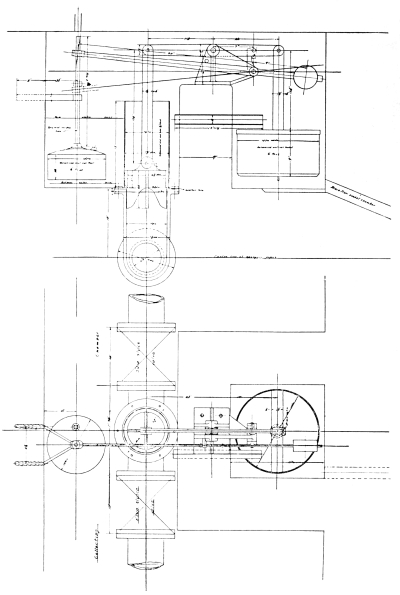
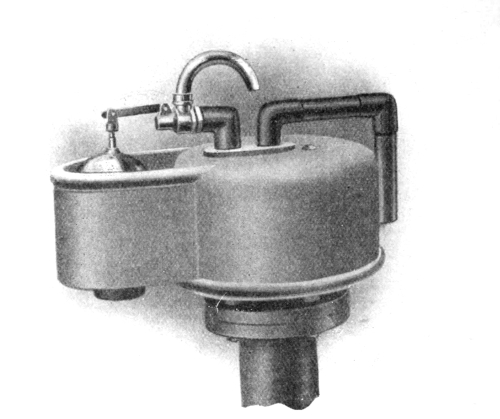
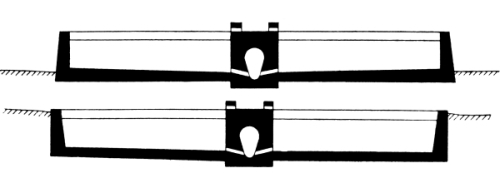
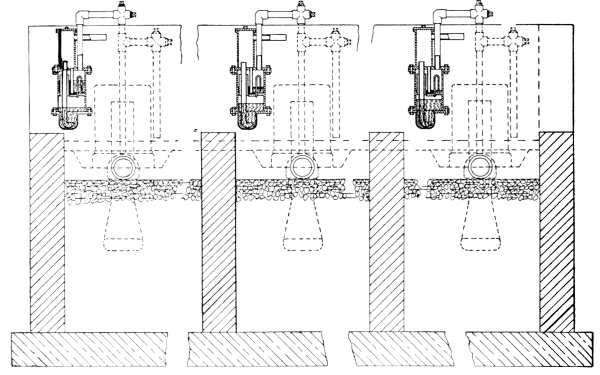
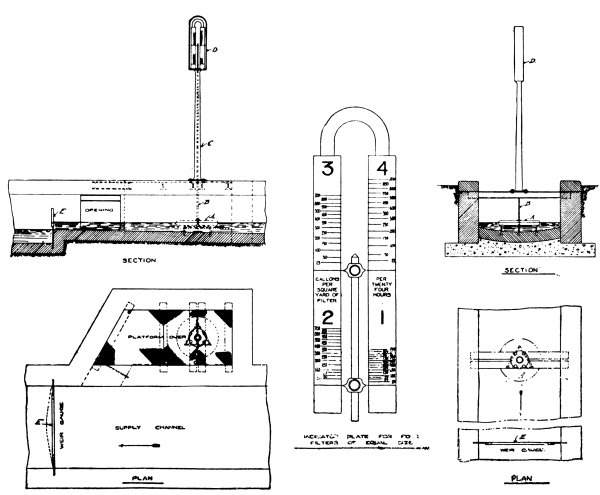
Non-septic Cylinder.—The troubles due to foul-smelling gases arising from the over-septicisation of sewage in tanks, are very liable to occur in small installations for country houses, where the daily volume varies periodically, and may drop to a mere dribble when the family is away and only one or two servants are left in the house. To meet the requirements of these cases, an arrangement has been designed by Messrs. Adamsez, Ltd., which consists of a deep glazed fir-eclay cylinder, provided with special inlet and outlet pipes. In consequence of the small diameter of the cylinder, the sewage passes direct through to the outlet in a very short space of time, but leaves the solids in suspension in the cylinder, where they undergo decomposition without affecting to any great extent the character of the fresh sewage on its way to the filter. This tank is shown in connection with a small filter and special distributing apparatus in Fig. 45, and is known as the “Non-septic” cylinder. The sewage, as it leaves this cylinder, is well suited for further oxidation in properly constructed filters, or on suitable land without any possibility of causing a nuisance from smell. 62
“Kessel.”—In addition to those already described, other ingenious devices have been designed with the same end in view, viz. the prevention of nuisance from smell. Two of these, introduced by the Septic Tank Co., are based upon the theory that it is desirable to separate the solids in sewage from the liquid at the earliest possible moment after they enter the sewer. These are illustrated in Figs. 46 and 47. The former shows what is known as the “Kessel,” its name in Germany, where it was first used. Briefly described, it consists of a 63 vacuum chamber, in which the sewage rises, by reason of the pressure of the atmosphere, to a height of about 25 feet, and then flows down again through a vertical tube, emerging from the apparatus at a level a few inches below the level of the invert of the incoming sewer. It is claimed that the deposition of the solids in suspension, due to their 64 specific gravity being slightly greater than that of the liquid sewage, is greatly assisted by taking place in vacuum, and that a high percentage of the suspended solids is removed. The bottom of the “Kessel” is in the form of an inverted cone, to the apex of which a sludge pipe is connected, with its outlet end delivering into a separate sludge well. The deposit which takes place in the “Kessel” is drawn off at frequent intervals, before it has had time to become foul, and the capacity of the “Kessel” is so small by comparison with the daily flow of sewage, that the latter passes out very slightly altered in character from the state in which it entered. The apparatus is provided with various arrangements, for ensuring its continuity of action, for producing the necessary vacuum, and for facilitating the removal of the sludge. Other advantages claimed for the system are that it is constructed above the level of the sewer, so that costly construction below ground is avoided, and that only a few inches of fall are lost between the inlet and the outlet. 65
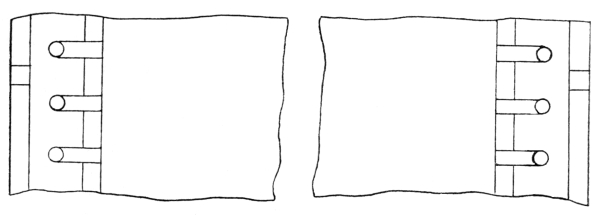
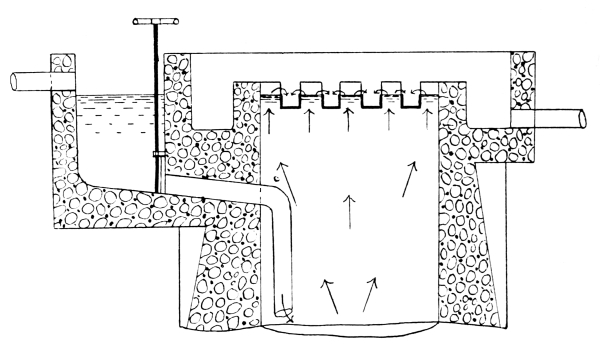
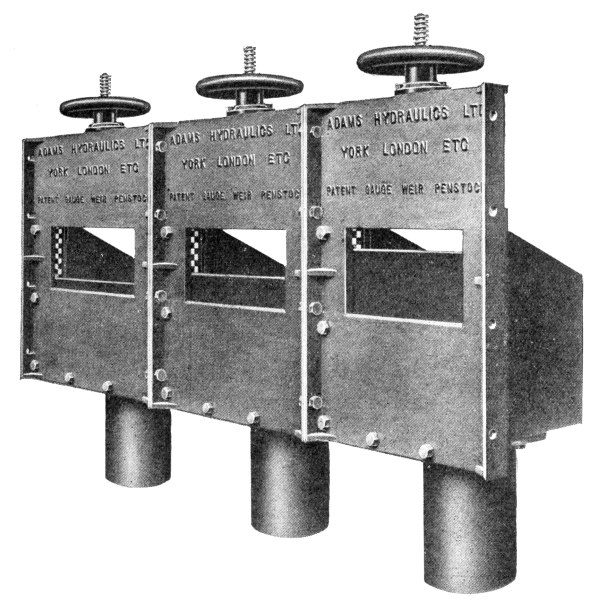
“Separator.”—The second apparatus shown in Fig. 47 is of an entirely different character, and is aptly designated by the term “Separator.” It consists of a number of comparatively shallow settling tanks, each provided at the top with a metal grating, the separate bars of which are in the form of narrow channels, with open ends discharging into a common effluent carrier. The edges of these channels are accurately planed to form weirs, over which the liquid portion of the sewage flows in an extremely thin film. These channels are provided with adjusting set-screws, so that they may all be set at exactly the same level, and thus ensure a uniform depth of flow over the edges of the whole of the channels in each tank. The combined length of the channels in each tank form a weir of comparatively enormous width, so that the velocity with which the sewage approaches the edges of the channels is extremely low, with the result that a high percentage of the matters in suspension are arrested in the tank and are slowly deposited to form sludge. The bottom of each separate compartment of these tanks is in the form of a sump provided with a sludge valve connected to a common sludge delivery pipe, leading to the sludge disposal area by gravity if the latter is at a lower level or to a sludge well if the tanks are below ground. In order to prevent the decomposition of the sludge from proceeding so far as to cause a nuisance from smell, the deposit in the tanks is drawn off at frequent intervals.
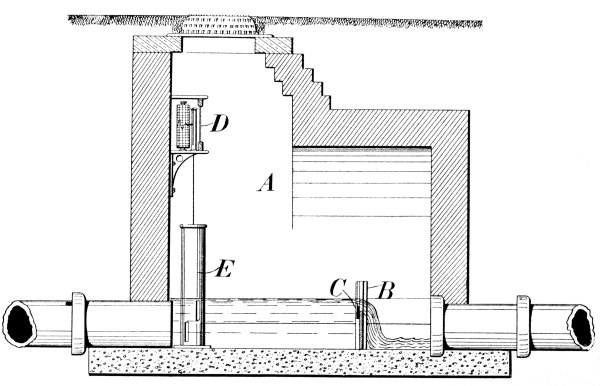
The “Fieldhouse” Tank.—This is illustrated in Fig. 48 (from a drawing supplied by the patentee, Mr. J. Fieldhouse) from which it will be seen that the sewage enters the central chamber A1 by the inlet pipe M, the end of which is turned down to deliver the sewage immediately over the inverted cone C. Between the inverted cone C and 66 the side of this chamber an annular space E is provided, so that the solids which are deposited may find their way into the cone-shaped sludge chamber below, from which they are drawn off by means of valve D and sludge pipe F. The liquid passes from the central chamber A1 through the walls on all sides into the outer tank B1, by way of the oblique passages H, by which the liquid is deflected in a downward 67 direction, and eventually flows over the outer circular weir K into the effluent channel L. The outer tank B1 is divided into sections, each of which is provided with a sludge sump and sludge valve N. Scum-boards are provided both radially T, and in front of the weir J, and the latter may be lowered when it is desired to draw off the scum. This operation is performed by closing slides S1, so as to cause the sewage to head up in the tank, and the scum of any section may then be drawn off by lowering the particular end board J next to the weir K, and allowing the scum to overflow into the effluent channel L and thence to the sludge bed. The special features of this tank are:—(a) the cone-shaped bottom of each section, to facilitate the withdrawal of the sludge without discharging the liquid contents; (b) the oblique passages H in the wall between the inner and outer tanks, for the purpose of deflecting the flow of the sewage in a downward direction, and thus assisting the deposition of the matters in suspension; (c) the removable scum boards in the outer tank, to allow of the removal of the scum; (d) the general design by which the sewage enters at the centre, and thence spreads in all directions until it flows in a thin film over a weir of comparatively enormous length, thereby causing a gradually increasing reduction in the velocity of the flow, and thus providing every facility for the deposition of a very large percentage of the matters in suspension.

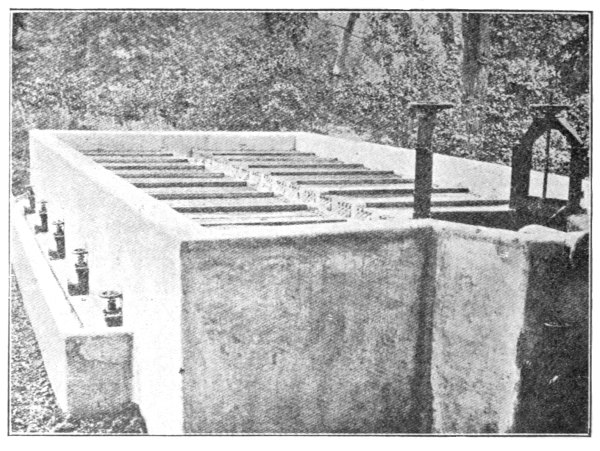
Fig. 49.—Slate Beds in Course of Construction.
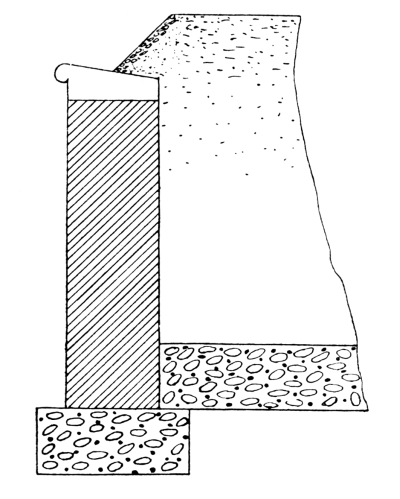
Slate Beds.—From the foregoing it will be gathered that there is a growing tendency to reduce the process of putrefaction in tanks under anaerobic conditions to the minimum, consistent with the removal of solids. If this theory is carried to its logical conclusion, it would appear to point to the elimination of all anaerobic conditions. That this is not generally done is probably due to the fact that a preliminary process of putrefaction to some extent, is, by many, considered essential in the removal of solids in sewage. On the other 68 hand, there are some who are not of this opinion. Mr. W. J. Dibdin has always contended that putrefaction is not necessary, and his system of slate beds is designed as a preliminary process in which the conditions are purely aerobic. Fig. 49 shows details of this system, from which it will be seen that it consists essentially of a watertight tank filled 69 with superimposed layers of plates, usually about 2 inches apart. In order to prevent any misunderstandings, it should be noted that the description “slate beds” has arisen through the adoption of thin slate slabs, with distance pieces of slate blocks, as the most economical method of construction. No special value is ascribed to the slate itself, beyond its cheapness in the particular form required and its durability, it being practically everlasting. The essence of the system is the use of horizontal plates to receive and retain the deposit of solid matters in suspension in the sewage, so that they are decomposed or digested, after the settled liquid has been drawn off, by aerobic bacteria and other higher forms of life, including worms, all of which thrive only in the presence of air. The beds are filled with the raw sewage, which is then allowed to remain for a period of about two hours for quiescent settlement, after which the liquid is slowly drawn off. It is true that during the period of standing full the solids in the sewage are not actually in the presence of air, but it is claimed that a certain amount of air is retained on the under side of the plates, and the oxygen thus available, in addition to the oxygen present in the raw sewage, is sufficient to prevent the setting up of putrefaction during the comparatively short period of standing full. As the liquid is drawn off, air enters freely between all the layers, so that the deposited solids are then immediately brought into close contact with air, from which the aerobic bacteria and other organisms can draw the oxygen they need for their life functions. The result is that the ultimate residue of solids is of quite a different character from sludge of the ordinary type. It is of a granular nature, which rapidly dries on a properly constructed draining bed, and, when dry, resembles ordinary peaty mould. Independent information as to the actual amount 70 of ultimate solid residue resulting from this system is not yet available, but it is generally admitted that, when properly operated, putrefaction does not occur at any stage of the process, and that there is an entire absence of nuisance from smell throughout the works. When new, these slate beds have a liquid capacity of over 80 per cent. of the gross capacity of the beds, but it is usual, in calculating the size of the beds required for a particular volume of sewage, to allow for a normal working capacity of 66 per cent. of the gross capacity, and to provide for one filling per day in dry weather. These beds are generally constructed with a working depth of 3—4 feet, but they may be as little as 1 foot in depth where it is necessary to reduce the total fall required for the works to the minimum. The residue of the solids after treatment in these beds passes out in the effluent, and it is understood that it has not been found necessary to wash out the beds or remove the deposit on the slates themselves, even after several years of operation with strong sewage. In designing beds for this system, the chief points to be borne in mind are that the constructional work shall be absolutely watertight, and that the fall on the floor shall be sufficient to allow the solid residue to pass freely to the outlet with the effluent. The beds may be operated by hand by means of penstocks on the inlets and outlets, or automatically by means of special apparatus of the type which will be described later in connection with contact-beds. It is, however, important that the liquid shall not be discharged from the beds at too rapid a rate.
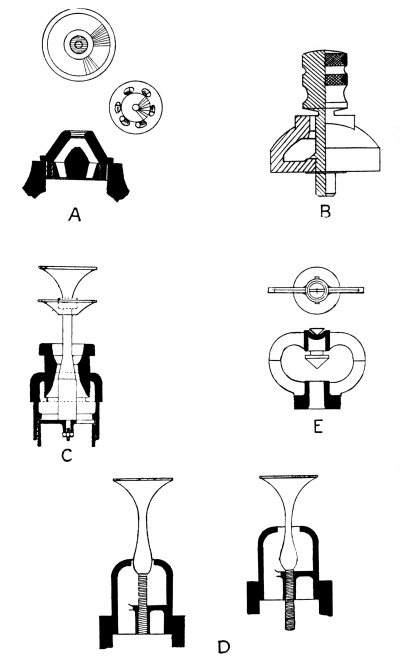
Sludge Removal.—In connection with the discharge of sludge from tanks of any kind, there are several appliances adapted to meet the requirements of particular cases. Where the sludge-disposal area is at a lower level than the bottom of the tank, a simple sludge-plug or penstock on the inlet to the sludge-pipe may be used, or a sluice valve may be inserted on the sludge-pipe after it leaves the tanks. Where the sludge-disposal area is 2 feet or more below the level of the surface of the sewage in the tank, and the floor of the latter is provided with a suitable sump in which the sludge may accumulate, the method of withdrawing the sludge by utilising the pressure of the head of liquid in the tank, as described in connection with the Dortmund type of detritus tank, may be adopted with advantage.
In cases where it is necessary to raise the sludge to the disposal area, a hand-operated chain-pump may be used for small schemes, or for large volumes, and where power is available, sludge elevators of the bucket type, as shown on pages 40 to 42, and manufactured by Messrs. S. S. Stott and Co., Messrs. Ham, Baker and Co., Ltd., and Messrs. Adams Hydraulics, Ltd., will be found convenient. These appliances are usually erected in special sludge wells, to which the sludge is delivered by gravity. In the case of long tanks, in which the floors are comparatively flat, and especially where the sludge is allowed to accumulate until it has become consolidated to a great extent, difficulties are experienced in causing the sludge to flow to the 72 outlet by gravity. This usually involves the employment of men to descend into the tank and force the sludge towards the outlet by means of squeegees, a slow and laborious process.
Chemical Mixers.—The methods adopted for adding the necessary chemicals to sewage for chemical precipitation are various. Where alumina-ferric is used, the simplest method is to place blocks of the precipitant in wire cages placed in the inlet channel so that the flow of the sewage itself dissolves the block as required. It has been found that this method is not economical in some cases, and the precipitant is dissolved beforehand in a suitable mixer in order that it may be added to the sewage in the form of a solution. This applies specially 73 to the lime process, and several forms of these mixing machines are shown in Figs. 50, 51 and 52, made by Messrs. Goddard, Massey and Warner, Messrs. Manlove, Alliott and Co., Ltd., and Messrs. S. H. Johnson and Co., Ltd. These may be driven by power or by the flow of the sewage itself, but the most important point which requires attention is that the strength of the solution shall vary with the strength of the sewage, either by varying the rate of flow of a solution of uniform strength, or by varying the strength of a solution flowing at a uniform rate.
Sewage Mixers.—Even after the chemical solution has been added to the sewage, it is necessary to make sure that it is thoroughly mixed with the sewage. The simplest method of doing this is by means of baffle-plates fixed in the channel leading to the tanks. Other methods are by paddle-wheels driven by the sewage itself; by allowing the sewage to drop in a chamber on to a projecting pier or stone; by using power to drive (a) a plunger moving up and down in a sump, (b) a vertical shaft to which horizontal paddles are attached to rotate in the sewage channel, (c) to operate a device similar to the well-known mechanical egg-whisk, (d) or to force compressed air through a perforated pipe laid in the sewage channel. Indeed, there is no end to 74 the various mechanical devices which are used for this purpose. 75
Sludge Presses.—When it is desired to reduce the liquid content of the sludge as far as possible, the general practice is to make use of sludge presses for this purpose. Several types are illustrated in Figs. 53, 54 and 55, manufactured by Messrs. Manlove, Alliott and Co., Ltd., 76 Messrs. Goddard, Massey and Warner, and Messrs. S. H. Johnson and Co., Ltd. All are based upon the principle of compressing the liquid sludge 77 under high-pressure between iron plates which support cloth or other filtering material, through which the liquid passes into grooves on the faces of the plates, and thence by way of conduits in the plates themselves to the floor below. The several makes have different methods of opening and closing the plates, and the presses are made of various sizes for operation by hand or by power. Fig. 56 shows a complete sludge-pressing plant as designed by Messrs. S. H. Johnson and Co., Ltd. The description of the details of this plant is as follows.
The sewage enters the works by the channel A, and passes first through the bar screen B. The screening is necessary to remove anything that would tend to produce obstruction in the inlets to the press chambers and be liable to cause breakage of the press plates. The sewage next meets with the milk of lime from the lime mixer C, with which it is mixed by flowing along the gravitation mixer D. The pneumatic lime mixer produces lime milk of a constant strength, and the flow is adjusted in proportion to the requirements of the sewage. Should it be necessary to add sulphate of alumina to the sewage, this is produced by the pneumatic alumina mixer E, and is added to the sewage after the latter has been thoroughly mixed with lime. Air for working the pneumatic lime and alumina mixers is provided by the blowing engine R. The treated sewage then passes further along the zigzag channel into the precipitating tanks F, the ends of two of which are shown in the drawing. It is advisable to have two or more tanks, so as to allow sufficient time for precipitation. The usual capacity of the precipitation tanks is equal to 6 hours’ flow of the sewage, and they may continue running, overflowing continuously, for a considerable time, but not so long as will produce putrefactive decomposition and 78 thereby cause a nuisance. The precipitation tanks, which are cleared out alternately, are provided with hinged flap valves G and underground stoneware pipes to convey the sludge into the liming sump H, the top 79 water being first decanted off. In the liming sump the sludge is limed with milk of lime from the lime mixer I, which is also worked by the blowing engine R above referred to. From the liming sump the sludge passes into the sludge tank J, by means of the pair of automatic rams K. The automatic rams work alternately, one filling by means of vacuum, whilst the other is being discharged by means of compressed air. As soon as the one is emptied and the other filled, the action is reversed, and so on, each filling and emptying alternately, thereby keeping up a continuous discharge. By being drawn into the rams, and thence forced into the sludge tank, the sludge becomes thoroughly mixed with the lime. This liming of sludge causes a considerable further deposition and concentration of the sludge, and after standing all night the supernatant water is decanted off by the skimmer L. The sludge, now ready for pressing, is allowed to run by gravitation into the automatic rams K previously referred to, and thence discharged into the sludge presses M by means of compressed air, the compressed air being supplied by the air-compressor N, which also acts as a vacuum pump for drawing the sludge from the sludge pump into the automatic rams. The solid portion of the sludge is retained in the chambers of the sludge presses by the filter cloths, the effluent being discharged into the trough at the side of each press, and thence by down pipes and gullies into the effluent channel O, being treated again in the gravitation mixer, and finally flowing away with the effluent from the precipitating tanks. The press chambers are known to be filled with solid sludge cakes, when effluent ceases to flow from the outlets of the chambers. The presses are then opened and the cakes discharged into a tipping truck Q, by which they are removed to the final disposal site.
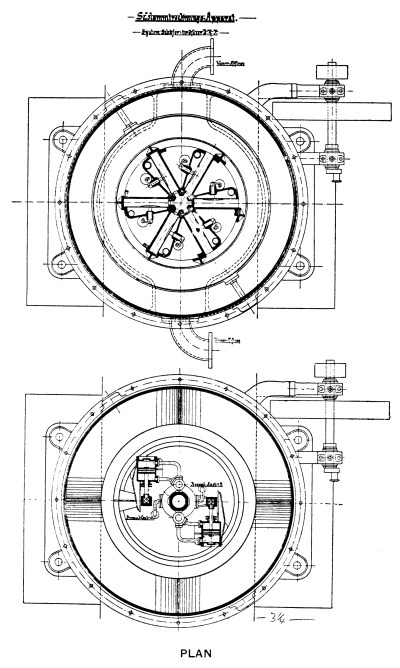
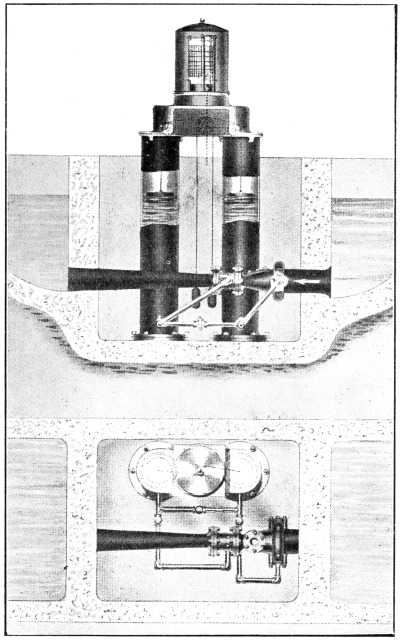
Hydro-extractor for Sludge.—An entirely different method has been adopted in the special apparatus in use at Hanover and other towns in Germany, the Schaefer-ter-Mer centrifugal sludge de-hydrating apparatus manufactured by the Hanoversche-Maschinenbau A.-G., vormals Georg 82 Egestorff, and illustrated in Fig. 57. In this apparatus the centrifugal force resulting from the rapid rotation of the drum into which the liquid sludge is fed, is utilised to throw out the solid matters from the centre towards the circumference, where they are caught in the outer part of the drum of the machine. The drum revolves continuously, but at regular intervals it is opened automatically in sections for a brief period, so that the dry sludge is thrown outwards against the fixed casing and thus becomes broken up and falls to the bottom, and thence to an endless-band transporter by which it is discharged outside the building. At the moment when the sections of the outer casing of the drum of the machine are opened to allow the dry sludge to be thrown out, the wet sludge is prevented from passing into these sections by the automatic closing of the inner slide door, which is opened as soon as the outer slide is closed. The water extracted falls into an annular channel below, from which it flows, by way of a pipe, back to the settling tanks to be treated again. The result of a series of special tests of this apparatus showed that the liquid contents of the sludge was reduced from 92 per cent. to 50 per cent. The installation at Hanover has now been in operation since June 1908, dealing with a daily volume of 6·6 million gallons of sewage from a population of 280,000. From particulars supplied by the town authorities, it appears that the total cost of operating the complete plant, including the settling tanks and the sludge treatment apparatus, amounts to about 8s. per million gallons of sewage treated, or about 0·8d. per head of population per annum.
Messrs. Manlove, Alliott and Co., Ltd., have now entered into an arrangement with the above-mentioned firm to take up the control of the patents and the sole manufacture and sale of the Schaefer-ter-Mer Sludge-Drying Apparatus in Great Britain and the Colonies. 83
Sludge Draining Beds.—Although the methods of disposal of sludge must vary in different localities according to the means available for the purpose, and most of them involve very little, if any, constructional work, it may be desirable to describe the various points which should be taken into consideration in the construction of suitable draining beds, as these should be included in the original design of any scheme in which they are to be used. Their chief function is to provide means for removing the maximum amount of the liquid contents of the sludge in the minimum of time, and it is obvious that this desideratum can only be secured by spreading out the liquid sludge in thin layers upon material through which the liquid may readily pass without carrying with it any of the sludge. The first of these requirements necessitates the provision of an ample area of draining surface, and the second involves the use of a suitably graded material provided with ample means of drainage. The beds themselves may be simple excavations in the ground, as shown in Fig. 58, or may be constructed of brickwork or concrete, but in either case it is absolutely essential that the floor should be covered with tiles, or other means of sub-drainage, leading to a free outlet, which should be connected to the screen chamber, detritus tanks, pump well, or some other point at the inlet to the works, so that it may be treated over again with the crude sewage. Whatever material is used for filling the bed, the lower portion which is placed on the floor and over the 84 drainage tiles should be of large size, 2 inches to 3 inches in diameter. The next layer should be 1½ inches to ½ inch in diameter, and the top layer 6 inches to 9 inches in depth, should be fine material ¼ inch to ⅛ inch in diameter. In the author’s opinion, coke-breeze will probably be found to be the best material for the top layer, and it would be a good precaution to provide beforehand a quantity of this material in reserve to replace what is lost in removing the dried sludge from the surface of the beds.
It will be found advisable in operating these beds to discharge the sludge from the tanks in small quantities at frequent intervals, rather than in large quantities at long intervals, and it is very important that each layer of dried sludge should be removed before the next layer is delivered to the bed. It cannot be too strongly urged that sludge disposal needs as much care and attention as any other stage of the process of sewage disposal, and if this is available, and ample area of draining beds is provided, there should be no difficulty in solving this usually troublesome problem.
In approaching the subject of the design of filters for the purpose of oxidising the organic matters—in solution and in suspension—contained in the liquid which leaves the preliminary process in tanks, the first consideration is the question of site. Where the slope of the ground permits of the construction of the filters on or above the ground level, much expense for excavation may be avoided, so long as the base of the filter can be laid on solid ground. In cases where the site of the works is comparatively flat, it is impossible to avoid excavation, and other means must be adopted to keep the actual cost as low as possible consistent with efficiency.
General Design.—Taking the latter case first, it should be observed that some engineers consider it desirable to construct retaining walls under all circumstances, but the author does not agree with this idea. In the first place the walls do not, of themselves, have any influence on the efficiency of the filters in producing a satisfactory effluent, and if a filter can be constructed without them there is no reason why they should not be omitted. This applies especially where the filters have to be constructed entirely below the surface of the ground. The chief point to be considered is that the effluent shall have a free outlet, with facilities for inspection. In the case of all filters, the best method of securing a free outlet for the effluent is to provide the floor with a suitable slope from the centre to all sides. When the floor is at some depth below ground this requirement necessitates an 86 effluent channel on all sides of the filter. Two methods of carrying this into effect are illustrated, Figs. 59 and 60. Fig. 59 shows one retaining wall for the filter and an additional retaining wall for the surrounding earth, carried up to the surface with the effluent channel between the two walls. In Fig. 60 the arrangement is similar, but the outer wall is a dwarf wall to form the effluent-channel, and the surrounding earth is cut back to a slope of natural repose, the earth bank usually being sown with grass or covered with turf. It is essential that the outer wall shall be carried up above the toe of the earth bank, in order to prevent soil being washed down into the effluent-channel, but a surface-water drain should be laid to take any water that may accumulate at the back of this wall.
These methods of construction would, however, only be adopted by those who consider it essential to provide means for lateral aeration to the filter by constructing the retaining wall for the filter itself of pigeon-hole brickwork. In the author’s opinion, however, lateral aeration on these lines is altogether ineffective. It can only affect the filter material for a distance of a foot or two from the wall. It is true that in some cases horizontal perforated ventilating pipes have been provided, radiating from the centre of the filter to the outer wall and terminating with open ends on the outside. The effect of these is, however, dependent almost entirely upon the temperature of the atmosphere and the direction of the wind, and even if they do induce air currents into the body of the filter the air will pass along the line of least resistance, and therefore find its way through those interstices which are open and not through those which are choked in any way and thus most in need of aeration. The author believes that the aeration of a filter is most effectively secured by the action of the sewage itself, as it falls from the surface to the floor drawing in the 87 air from the top, and that if this is not effective, no amount of lateral openings will produce the desired result. If this contention is correct, there is no need to incur the additional expense involved in the construction of retaining walls, and the filters may be designed on 88 the lines indicated in Fig. 61, where the filtering material fills the whole of the natural excavation, and no walls are required. It is true that this method involves an increase in the amount of filtering material beyond what is actually in use, and the cost of this must be set against the cost of the wall in the alternative method shown in Fig. 62, as the cost of the excavation in either case is about the same. Much will depend upon the cost of the filtering material in different localities.
In both these methods it will be noticed that there is no outer effluent channel, and that the floor slopes from the circumference to the centre, where an effluent receiving chamber is constructed, from which an effluent discharge pipe leads to the next stage in the process. This is not quite so satisfactory as the arrangement shown in Figs. 59 and 60, but it is the most convenient under the circumstances.
When it is possible to place the filter floor on or within 2 feet of the surface of the ground, the method illustrated in Fig. 60 is the design most commonly adopted. Sometimes the arrangement of the floor shown in Figs. 61 and 62 is preferred. There is, however, still another type of floor which is applicable to this case. This is illustrated in Fig. 63, from which it will be seen that the whole of the floor slopes in one direction, and the effluent is thus discharged over one-half of the circumference of the filter, with the result that the effluent channel is only one-half the length of that required in the case of Fig. 60.
Floors of Filters.—In all cases the floors for percolating filters should be of a substantial character. They are usually constructed of cement concrete. The thickness of the concrete will depend upon the nature of the subsoil, but in any case it should be increased at the centre in order to provide a safe foundation for the revolving sprinkler. The surface of the floor should be smooth, so as to 89 facilitate the flow of the effluent, and any suspended solids it may contain, to the outlet. From the preceding illustrations it will be noted that the slope of the floor may be in three directions: (a) 90 from the centre to the circumference, (b) from the circumference to the centre, or (c) from one side of the filter to the other, a uniform slope in one direction along the diameter of the filter. It has been suggested by some that the floor should consist of a series of alternate V-shaped ridges and furrows, with slopes at right angles to the general slope of the floor, but this has the disadvantage that it causes difficulties in arranging the floor tiles and placing the filtering material in position, and further it increases the cost of construction without providing any real compensating advantages.
Sub-drainage.—It has been recommended that the floors should be laid with a gradient of about 1 in 100, but the author believes that it would tend to assist the free discharge of the suspended solids in the effluent if this gradient were increased to 1 in 75, or even 1 in 50, and that if this were done, there would be no need to make any special provision for access to the under drains for cleaning purposes. Another important factor in securing a free discharge of the suspended solids, is the use of proper floor tiles or sub-drains. The old idea of laying rows of agricultural pipes with open joints, or even of perforated pipes, on the floor has been proved to be useless. In some cases it is considered sufficient to have rows of floor tiles, laid at any distance apart up to 10 feet at the circumference. There is, however, very little doubt that the only correct method is to support the whole of the filtering material on a complete false floor, so that the suspended solids which are carried down with the effluent, and thus reach the bottom of the filter at all points of its area, may fall freely into an open space, from which they will be carried away with the least possible obstruction by the flow of the liquid. It is certain that these suspended solids have a great tendency to adhere to any object with which they may come in contact, and that this can only be avoided 91 by providing a free space immediately above the floor and over its whole area. The nearest approach to this acme of perfection is a complete false floor, with openings too small to allow the filtering material to pass through, but large enough to give a free passage to the suspended solids. One of the simplest methods is to form the false floor of bricks, laid flat on rows of bricks on edge. There are, however, several floor tiles on the market specially designed for this work. A number of these are illustrated in the accompanying figures. The Ames-Crosta tile, Fig. 64, has a simple flat top with corrugated edges supported on four short legs. When placed close together, the corrugations form apertures through which the liquid passes, and the flat tops form a table which provides every facility for placing the filtering material in position. A somewhat similar floor tile is the “Newham” shown in Fig. 65. In this case, however, each tile has only two legs, and thus there is less obstruction to the flow of the effluent. The “Stiff” floor tile, Fig. 66, is of much the same type as the two last described. Another material which has been adapted for 92 this purpose is a single layer of the “Dibdin” type of slate slabs and blocks, as shown previously in connection with the preliminary treatment of sewage in tanks, Fig. 49. This method also provides a complete flat false floor, and has the additional advantage of occupying the least possible space. The slabs themselves may be split to any suitable thickness, and the supporting blocks may be cut to any size, as little as 1 inch in thickness if desired. The slabs vary in shape and size, but may be secured of larger area than tiles, so that the necessary supporting blocks are less in number than the feet of the tiles, and thus offer less obstruction to the effluent. The apertures for the passage of the liquid are provided by the holes formed by the irregular edges of the slabs, where they abut on one another.
There are, however, floor tiles of other shapes, such as the Candy tile, Fig. 67, for which it is claimed that the effective depth of the filter may be calculated from the floor, and that the height of the V-shaped opening under the tile provides greater drainage and ventilation openings than other tiles. Other drainage tiles are semicircular in section. The Naylor tile, Fig. 68, and the Albion floor tile, Fig. 69, designed and used by Mr. E. E. Ryder, Surveyor to the Bushey Urban District Council, both have openings at the floor level. The “Mansfield” floor tile, Fig. 70, is the type adopted for the extensive filters at the Birmingham Tame and Rea district sewage farm by Mr. J. D. Watson, Engineer to the Drainage Board.
In some cases, instead of providing a free space above the floor, drainage channels have been formed in the floor, with rebates in the sides to receive flat perforated tiles, as Fig. 71. This method of drainage certainly leaves the floor clear to receive the filtering material, but it has the disadvantage that it does not provide a free space under the whole of the material; and as the suspended solids in the effluent must of necessity travel some distance before they reach a channel, they are, to a great extent, arrested by the material which comes immediately on the floor, however large the separate pieces may be, and thus tend to choke the interstices.
Whatever method of sub-drainage may be adopted, it is advisable to continue the tiles, or channels, right through to the effluent channel or chamber in straight lines, so that the effluent may have a clear way throughout its course under the filter, until it reaches the open effluent channel or pipe.
Walls of Filters.—The great diversity of methods adopted to retain in position the material of filters constructed above the level of the ground, must be extremely perplexing to anyone who investigates the subject. They vary from walls of such thickness and substantial material that they would be quite suitable for resisting the pressure of a head of water equal to the depth of the filter, down to no walls at all. In many cases walls 9 inches thick throughout and 6 feet in height are found to be quite satisfactory, while in a large number of cases the material itself, when it consists of clinker, is found standing in an almost vertical position with perfect success. The question naturally arises, if it is possible to construct filters satisfactorily without any retaining walls, why incur unnecessary expense in providing walls? The answer is that clinker is not universally adopted as a filtering material, and that the strength of circular walls is not sufficiently taken into consideration. The 96 thickness of the wall will naturally depend upon its height, but assuming this to be 6 feet, and that the wall is in all cases carried down to a solid foundation, the extreme thickness that would be needed is probably 18 inches at the bottom and 9 inches at the top, as Fig. 72. As a general rule, however, it will probably be found quite sufficient to construct the wall of brickwork in cement, with the lower half 14 inches and the upper half 9 inches in thickness. In a large number of the most recently constructed filters, the walls have been omitted altogether when clinker has been used for the filter. Large pieces of this material have been selected, and carefully packed in the form of a dry rubble wall with perfect success, even when laid with a batter on the outside of as little as 1 in 6 or even 1 in 8. It is obvious that this method of construction needs special care and supervision, especially in providing a rough kind of bond between the different layers, if it is to be successful. A rough idea of this method is given in Fig. 73. As a kind of happy medium between this system and a wall to the full height of the filter, a dwarf wall has been adopted in a number of cases, and notably by Messrs. Willcox and 97 Raikes, Civil Engineers, who have also designed a special form of coping, made in fire-clay or terra-cotta, as shown in Fig. 74. Again, in several places where suitable local stone, or stones and bricks resulting from the demolition of old houses or walls, was available at a cheap rate, these materials have been utilised to form dry rubble walls, similar in construction to the clinker walls illustrated in Fig. 73.
Occasionally the walls of filters are carried up several feet above the surface of the filter with the idea of forming a screen to protect the revolving sprinklers from the influence of wind. It is, however, obvious that these measures can only have an effect upon the outer ends of the revolving arms, and, as the action of the revolving sprinklers is only affected by wind when the head of sewage by which they are driven is at its minimum and the force of the wind is simultaneously at its maximum, the necessity for windscreens seldom arises. In actual practice, with an average head of sewage, no real difficulty is caused by wind.
So far, it has been assumed that the walls and floors of the filters can be constructed upon solid ground. Unfortunately this is not always possible. If the subsoil is of an unsubstantial nature it is advisable to lay the floor of a suitable thickness and diameter, so that the wall may be built upon the floor itself, and thus distribute the load over as large an area as possible. In some cases the levels necessitate the raising of the filter floor above the surface of the surrounding ground. Under these circumstances the footings of the walls should be carried down to solid ground, and no reliance whatever should be placed upon made-up ground even to carry the floor alone. The outer edge of the floor should be supported by the footings of the wall, and the remainder carried upon piers or cross-walls of brickwork, concrete or masonry, extended down to solid ground. The piers or cross-walls should be sufficient in number to support the floor with safety. A smaller number may be used if steel joists are provided between them to take the weight of the floor and filter, or the whole floor may be of a properly designed reinforced concrete construction, supported at the circumference on the footings of the outer wall and at the centre on a substantial pier of concrete carried down to solid ground, with intermediate piers if the diameter of the filter is excessive.
Planning of Filters.—The preceding notes with regard to floors, sub-drainage and walls, apply generally to all filters, whether they are for revolving or travelling distributors or for sprays or fixed troughs. The most suitable plan for travelling distributors is naturally rectangular, but where more than one such filter is required it will be found economical to arrange them in pairs, with a central supply channel feeding two distributors, one on each side. This applies equally to other types of fixed distributors, but care should be taken 99 to divide the total area into reasonable units. In all except the smallest schemes (which should consist of not less than two units) it will be found that three, or multiples of three, units form a very convenient method of arrangement. This suggestion with regard to the subdivision of the total area applies to filters for revolving distributors, so far as their number is concerned, but there are several methods of arranging the area of the filters themselves. When the filters are separated from one another they may be placed in regular order of one kind or another if the site is uniformly flat, or irregularly to suit the contour of the ground if the site is uneven. It has been considered an objection to the use of circular filters that even if they are placed close together a considerable amount of space is rendered useless. There may be some justification for this objection in cases where the area of the site is limited. On the other hand, the objection has been overcome by arranging the total filter area on one common floor, fixing the revolving distributors so that the circumferences of the areas they cover meet where possible, and leaving the spaces not covered by the distributors free of material to provide some lateral aeration for whatever it is worth, or as an alternative to provide a convenient position for chambers to receive the effluent from the contiguous filters. This arrangement is illustrated in Fig. 75. If other arrangements are made for the discharge of the effluent, then the spaces in question may be filled with material and utilised as filters by fixing smaller suitable distributors, as Fig. 77. This has been done at Kingston-on-Thames in converting existing rectangular contact beds into percolating filters, while at Darwen, Lancs, the intermediate spaces not covered by the revolving distributors are utilised as filters and the distribution effected by means of fixed sprays. 100
In other cases the filters for revolving distributors have been constructed octagonal in plan instead of circular, as shown in Fig. 76. By constructing suitable retaining walls the whole scheme presents a very good appearance, and the intervening spaces can be utilised for effluent chambers or as filters with smaller distributors, as previously described, and practically the whole area is thus utilised.
Filtering Material.—On this subject there exists a great diversity of opinion. Some engineers are satisfied to use any kind of material which will not disintegrate rapidly, while others pin their faith to one particular kind. Again, the grading of the material is a matter upon which it is seldom possible to find two engineers in complete agreement. The opinion is frequently expressed that true economy consists in utilising local material as far as possible, sometimes even to the extent of adopting a local product, even though it is admittedly not so good as some other material which may cost slightly more for carriage from a distance.
Undoubtedly the first consideration is to secure a material which will not disintegrate, but this is not the only essential qualification. The author has had many opportunities of observing the results obtained from various materials, and, for dealing with an average sewage, he has never seen a better material than hard-burnt vitrified furnace clinker. This material, of the proper kind, is practically equal to stone or gravel in its ability to withstand the various influences which tend to cause disintegration, but it possesses the advantage over stone and gravel of having numerous cavities, which apparently form the most suitable means of assisting the development of the bacterial gelatinous growth, which appears to be the essential factor in causing the deposition of the organic matters in suspension and in solution in the tank effluent. It would seem as if the smooth surfaces of gravel or 102 broken stone cannot retain this growth, and that it is washed away as soon as it begins to form. It is true that excellent effluents are obtained from filters of gravel or stone, but, so far as the author is aware, only by providing a larger cubic capacity of filter than would be required if proper clinker were used. It is thus questionable whether the lower cost of local stone or gravel does, in fact, result in ultimate economy, if a smaller quantity of the right kind of clinker, at a slightly higher price per cubic yard, will secure the same result.
It will be noticed that stress is laid upon the necessity of using the right kind of clinker. This is intentional, as the word “clinker” appears to cover a large variety of material. House refuse, cinders, and over-burnt bricks, as well as the products of refuse destructors, are all considered as “clinker,” especially in cases where a contractor finds he has taken a very low price for filter material in making up his tender. In the author’s opinion, the only kind of clinker, indeed the only kind of material, which should be used for percolating filters is the extremely hard clinker from boiler furnaces, more or less vitrified throughout, and not only of irregular shape, with a rough surface, but possessing numerous cavities on all sides. Clinker of this type is occasionally to be obtained from destructor furnaces, but it depends upon the character of the original refuse, and probably to some extent upon the method of stoking. In any case it necessitates the exercise of experienced judgment and discrimination in selection, and in some cases destructor clinker is so soft, and so evidently certain to undergo rapid disintegration, that it should be rejected at all costs.
Among other materials which are used for percolating filters in various parts of the country are coal, broken saggars, stone of various kinds, 103 including granite, gravel, broken bricks, coke, cinders, coke-breeze, and slag from ironworks, but in the author’s opinion none of these are so satisfactory as the right kind of clinker described above.
Grading of Filtering Material.—There is probably as much, if not more, diversity of opinion on this point as in the matter of the kind of material most suitable for filters. The sizes in actual use vary from ⅛ inch to 3 inches and even 6 inches. Some engineers stipulate for a uniform grade throughout the filter, others prefer to have different grades at different depths, while still others are satisfied to allow small and large pieces to be mixed together indiscriminately. In the author’s opinion the last mentioned method is the least satisfactory of all. One of the essential factors in obtaining the maximum efficiency from percolating filters is a free passage for air to enter into all parts of the filter. This can only be secured if the interstices between the pieces of material are kept clear at all times, but when small and large pieces are mixed together, the small have a natural tendency to fall into the spaces between the large pieces and thus choke them. Even if this were not of importance, the usual methods of filling a filter do not permit of the uniform distribution of the finer particles among the larger, so that the usual result is that some portions of the filter consist almost entirely of fine and others of coarse material, and the results must of necessity be unequal.
On the face of it, the division of a filter into layers, each consisting of a different grade of material ranging from coarse at the bottom to fine at the top, would appear to be an excellent idea, but it is only those who have attempted to put this idea into practice who appreciate the extreme difficulty of carrying it out. With the exception of very small filters, where constant supervision and an unlimited amount of labour is available, it will be found impracticable under ordinary circumstances. 104
There still remains the first-mentioned alternative, viz. to have the material as nearly as possible of a uniform grade throughout the filter. Whether the grade should be fine, medium or coarse, will depend upon the strength and character of the liquid to be treated, but in either case the best practice from all points of view is, in the opinion of the author, to provide all of a uniform grade. In making this statement, it is assumed that there will be a layer about 6 inches deep of coarser material all over the floor, as this is necessary to prevent the finer grade above it being washed through in the effluent or choking the apertures in the sub-drains. In some cases also a modification is adopted in providing the top layer, about 6 inches to 12 inches in depth, of finer material than the bulk of the filter, in order to arrest any suspended solids that may be present in the tank liquor, upon the surface of the filter, from which they can be more readily removed than if they were allowed to enter the filter. On the other hand, some prefer to allow these solids to enter the filter, but to provide ample clear interstices and sub-drainage, so that these solids after treatment in the filter may be washed out as humus or “converted products” in the effluent, from which they are easily removed by settlement in suitable tanks to be described later.
Methods of Distribution.—The question of distribution is the most important factor in the successful operation of percolating filters. At first it was considered sufficient simply to spread the liquid as evenly as possible over the surface of the filter by any convenient method. Gradually improvements in methods were introduced with varying results, and at the present time a large number of different appliances 105 are to be found in actual use, some producing jets, others a fine spray, and others again what is termed a “thin film.” All of these have their advocates, and all undoubtedly can be made to give satisfactory results. One of the essential requirements of any method is that it shall give even distribution per unit of superficial area of the filter. Whether the jet or the spray or the thin film is the most efficient in this respect is a matter of opinion.
On this question of distribution, one of the most important points to be taken into consideration in forming an opinion as to the best method to adopt is, what happens after the liquid is discharged on to the surface of the filter? What happens beneath the surface, in the body of the filter? The generally-accepted theory is that the liquid trickles slowly over the surface of the separate pieces of the material, dropping from one to the other and ultimately falling to the floor of the filter, and thence flowing to the effluent drain. No definite investigations into this question appear to have been made until the year 1909, when a series of extremely interesting experiments were carried out by Mr. W. Gavin Taylor, M. Am. Soc. C.E., Resident Engineer, Sewage Disposal Works, Waterbury, Conn., U.S.A. The results of these tests were published in the “Engineering Record” of June 5, 1909, and illustrated by excellent graphic tables, which show that, “Percolating liquids were more equally diffused in the fine material than in the coarse; that the plotted curves of diffusion approximate parabolas having their apexes at the surface of the filter material; and that, in general, about one-half of the total lateral movement taking place within a 6 foot depth was effected within the uppermost foot of material.” These observations apply to the effect produced by single drops applied at the surface. Further tests made to ascertain the effect of distribution on several adjacent points at the surface of 106 the filter demonstrated that, “The liquid from each point of application spread out through the material in the normal cone of diffusion, until its cone was intersected by that from an adjacent point of application; that there the two or many liquid films united, as tributary sources, into minute streams which interrupted, to a considerable degree, the continuance of diffusion and tended to descend through the remaining material at a higher velocity and along lines of least resistance. The streaming tendency increased rapidly as the rates of application were made greater.” Among the final conclusions drawn from these tests the most important is that, “The desideratum in the application of sewage to percolating filters is to attain perfection in aerial distribution, and that a high efficiency in sub-surface distribution is fostered by a slow continuous rate of application rather than by an intermittent application at a higher rate.” This last sentence fully confirms the author’s own opinion with regard to the use of dosing tanks which are dealt with later under the heading “Methods of Feeding Percolating Filters.”
In the following pages a number of the many appliances which have been introduced for distributing tank effluents upon percolating filters are illustrated and described in detail, the various types being grouped under separate headings.
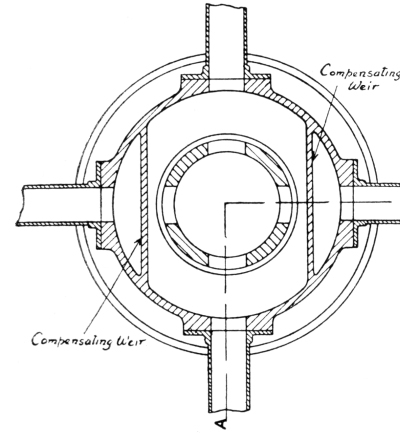
Sectional Plan on Line C.D.
Fig. 78.—“Open” Type, Candy-Whittaker Sprinkler.
Automatic Revolving Distributors.—One of the first, if not the first, of the revolving distributors for percolating filters was the “Candy-Whittaker” sprinkler in its original form. This is supplied by the Patent Automatic Sewage Distributors, Ltd. It is now made in three different forms: the “Open” type, the “Enclosed” type, and the “Buoyant” distributor, as shown in Figs. 78, 79, and 80. The most prominent feature of these sprinklers is the mercury seal joint, for which it is claimed that it gives an absolutely watertight and 107 frictionless joint, that it cannot freeze, and that no renewal of the mercury is required. It is stated that the use of the patent “check-ring” in combination with the mercury seal prevents any loss of 108 the mercury, no matter what the head may be. Another feature is that the ball-bearings are moisture-proof, due to the special methods of construction. In addition to the above, the makers point to the special value of their compensating arms system, by means of which their distributors will work continuously with a very small volume of sewage and still be capable of dealing with any larger volume of sewage that may be required. The names of the “Open” and “Enclosed” types are 109 self-explanatory, but the “Buoyant” type is specially designed to reduce the friction on the bearings. The revolving portion is supported by a float or buoy in the form of a cylindrical tank, which floats in a 110 small chamber at the centre of the filter. The removal of all weight friction on this distributor reduces the power required to rotate it to the minimum.
Another make of revolving distributor is well-known as the “Cresset.” This is manufactured by Messrs. Adams Hydraulics, Ltd., and is illustrated in Fig. 81. In this case the special feature is the joint between the revolving and fixed portions of the apparatus. It consists of a simple air-lock, formed by a cushion of air between two water columns. This is clearly seen in the illustration. It is obvious that this is an absolutely frictionless joint, so that there is no loss of head. It also has the effect of removing the strain to which the overhead ball-bearings are generally subject, so that the revolving body swings freely in the true vertical line from the cross head above. Another point is that no expense is involved, and very little trouble is incurred, in renewing this joint whenever it may be found necessary, but it has been maintained in perfect condition without requiring renewal for very long periods. Special means are provided for removing and replacing the ball-bearings in the cross-head without dismantling the distributor.
Another type of distributor manufactured by Messrs. Adams Hydraulics, Ltd., is their “Sypho-Jet,” as shown in Fig. 82. As its name implies, it is siphonic in action, and combines the functions of a sprinkler and intermitting valve in one apparatus. It may either be used in connection with a dosing tank or connected direct to the settling tank, from which it draws off a certain depth of water every time it fills to a certain height.
Two types of revolving sprinklers are manufactured by Messrs. Mather and Platt, Ltd. These are illustrated in Figs. 83 and 84. The special feature claimed for the “Pipe Arm” distributor is the overflow centre, 112 as this eliminates the use of joints or seals. Another point of interest in connection with this apparatus is that there are two sets of ball-bearings at the head, one to take the weight of the revolving portion, the other to take lateral movement. In addition there is a set of roller-bearings at the centre, which are arranged to prevent lateral movement, and they can be adjusted to take up any wear that may occur. The “Open-trough” type, Fig. 84, is provided with a special turbine arrangement at the centre, which it is claimed gives an immediate motion when the sewage is turned on. The distributing troughs being open assist in aerating the liquid, and as it is possible to provide holes in the bottom of the troughs these are able to drain completely dry, and can also easily be cleaned. This apparatus is provided with ball and roller bearings, as described in connection with the “Pipe Arm” type mentioned above. 113
Messrs. George Jennings, Ltd., manufacture a revolving distributor, the special feature of which is that the sewage is delivered from the central fixed column to the revolving tank, to which the arms are attached, by means of a syphon formed in the central column itself, but this syphon is disconnected from the supply pipe by a fixed cylinder and port-holes, which make the syphon independent of the pressure at the inlet to the supply pipe outside the filter bed. The pressure acting upon the syphon is therefore the atmospheric pressure applied direct to the surface of the liquid in the fixed cylinder, thus operating without any loss of head. In addition to the ordinary overhead ball-bearings, a gun-metal bearing is provided to check any excessive lateral movement. The syphon described above when once started remains sealed, as the outlets are trapped by the liquid at the bottom of the revolving cylinder, and as the top lip of the revolving cylinder is arranged to be 6 inches above the top water level in the tanks, any flooding at the centre of the bed by the liquid overflowing at this point is impossible (see Fig. 85). When required to deal with fluctuating flows this sprinkler can be fitted with compensating arms.
Messrs. Whitehead and Poole manufacture a revolving sprinkler, as shown in Fig. 86, in which a float is used to carry the weight of the rotating parts, so that wear and tear and friction are reduced to the minimum. The chamber containing the float is completely closed, and this is below the surface of the filtering material, so that they are not affected by frost. In this sprinkler the joint between the fixed and rotating parts is made by utilising a little of the buoyancy of the float to form an upward bearing at the neck of the float chamber. It is claimed that this joint is perfectly watertight, with the minimum of friction. 116
The revolving distributor manufactured by Messrs. Ham, Baker and Co., Ltd., shown in Fig. 87, consists of a revolving trough to which the distributing pipes are connected. The trough is supported upon ball bearings carried upon a pillar, and the special feature of the apparatus is that the incoming sewage is delivered into the central trough in such a way that it strikes upon blades fixed in this trough, 118 and it is claimed that in this way full advantage of the initial head of sewage is obtained. By this means also no special joint is required between the fixed and revolving parts. A special method of gaining 119 access to the ball-bearings for inspection and cleaning is provided. In connection with this distributor the makers supply an automatic cleaning gear for the spray holes, Fig. 88. This consists of a rocking bar attached to each arm of the distributor and provided with a number of small fingers or pickers, one opposite to each hole. An arm or a lever attached to the rocking bar, and suspended from same to within a short distance of the surface of the filter, comes into contact with a block of wood or other material fixed in the filter itself at each revolution, and thus causes a movement of the rocking bar which actuates the finger points and causes them to pass in and out of the spray holes in the arms. By this means any obstruction is removed and forced out by the pressure of water within the arm, and the holes are kept free.
The “Facile” rotary distributor shown in Fig. 89 is manufactured by Messrs. W. E. Farrer, Ltd. The special advantage claimed for this distributor is that it has no joint, so that there is no friction to overcome beyond that in the ball-race, upon which the whole weight of the revolving portion is supported. It is provided with a syphonic 120 attachment to the central column, and thus acts as a self-dosing distributor, and, if desired, can be connected direct to the septic tank. A patent gauging tube is fitted, so that the volume of the dose 121 may be gauged whether it is fed from the dosing chamber in the ordinary way or direct from the septic tank. Access is provided to all parts, and the ball-race can be removed without dismantling the apparatus.
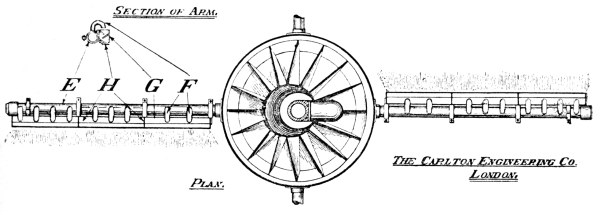
Fig. 90.—The “Carlton Rotor” Distributor.
Among the later types of revolving sprinklers is the “Carlton Rotor” distributor, Fig. 90, manufactured by the Carlton Engineering Company. This is specially designed to obviate the use of a dosing tank, to work satisfactorily with any variation of flow, and to prevent all possibility of choking. It is claimed that these advantages are secured by the use of a special water-wheel which rotates round the central column on an inclined plane. The sewage is delivered to this water-wheel by means of a bend connected to the central column. As each section of the water-wheel is filled, it rotates and delivers its contents into an annular trough, to which the distributing arms are attached. These are, however, not perforated with spray holes, but are provided with small bends on the top of the arms, which deliver the sewage into distributing troughs fitted with baffle plates. These baffle plates are so arranged that the sewage is delivered on to the surface of the filter in a thin film and at a uniform rate over the whole surface.
A novel apparatus for the purpose of providing an automatic method of cleaning the orifices of the arms of revolving or travelling distributors is shown in Fig. 91. This is supplied by the Carlton Engineering Company, in connection with their ordinary type of revolving distributor, also shown in Fig. 92. In the distributing 123 arm B apertures are made in the form of elongated slots A, each slot having a brass cleaning blade E inserted. These blades are carried on brackets 124 fixed by a set-screw D, on to a reciprocating rod or tube C, mounted on runners F. Two bevel wheels G are strapped on to the arm, and are connected by an eccentric rod to the reciprocating rod C. At every revolution which the distributing arm makes, the bevel gearing G comes in contact with the stop H, causing a partial revolution of the gearing. This in turn causes the backward and forward motion of the 125 cleaning blades in the apertures. The apertures are thus kept entirely free from grit or any other solid matter, and the flow is broken up into a fine spray.
The “Simplex” revolving distributor is manufactured by the Ames Crosta Sanitary Engineering Company, Ltd., and illustrated in Fig. 93. This sprinkler revolves on a ball-bearing which runs in a bath of solid grease, and is protected from moisture and dust by means of special washers. The whole of the weight is carried from the top of the pillar, no bearing being submerged in the sewage. The seal is arranged by means of two gun-metal rings with special annular grooves turned in them; the top ring is carried from the revolving bucket by means of a rubber or copper washer, thus the ring carries no part of the weight of the apparatus, and is free to compensate for any oscillation. Rollers running on ball-bearings are placed under the bucket, and these take up side movement due to wind and other causes. The revolving arms are provided with a special cap at the ends, which can be removed by a quarter turn to enable the arms to be cleaned. There is no head lost, as the level of water in the bucket is equal to the head in the supply chamber or channel. The apparatus is not affected by frost, and is remarkably sensitive, as 2 inch head of water above the holes in the arms will start the apparatus in motion.
Messrs. Burn Bros. manufacture a revolving sprinkler, “Burn and Brown’s Patent,” shown in Fig. 94, which has one or two special features. These consist of a self-regulating apparatus for dealing with the variation of the flow of sewage and at the same time cleaning the orifices. A shaft carried on each of the arms, and mounted on suitable bearings, is provided with tapered fingers fixed in a position corresponding to the holes in the arms. By means of a float in the circular revolving tank 126 connected to a simple lever the shafts on the arms are given a slight movement, which causes the fingers to enter the orifices in the arms as the flow decreases, and to be withdrawn as the flow increases. The result is that the orifices are enlarged or reduced as the flow varies, and the movement of the tapered fingers tends to make the orifices self-cleansing. It is claimed for this distributor, that it can be made to deal with any variation in flow of sewage up to 6 volumes, with a maximum head of less than 18 inches above the surface of the material of the filter. 127
A new type of automatic revolving sprinkler is the “Hodgson” overflow type, manufactured by Messrs. George Kent, Ltd. As will be seen from the illustration, Fig. 95, the sewage passes first into a feed chamber attached to the central column, from which it flows into the distributing chamber D, to which the arms are attached. It is claimed that by use of the weirs W in the distributing chamber, a uniform speed of rotation and consequently a uniform distribution, is secured. The ball-bearing upon which the rotating portion is carried is stated to take both the side and end friction.
The revolving distributors previously described are all constructed on the Barker’s Mill principle, to some extent if not entirely. The Fiddian type of distributor, supplied by Messrs. Birch Killon and Co., and illustrated Fig. 96, is based upon an entirely different principle. It consists of an elongated water-wheel, which revolves around a circular filter. It is pivoted at the centre of the filter upon the supply pipe, and the outer end of the distributor is carried upon a rail track. In the case of large filters, from 70 feet to 110 feet diameter, two rail tracks are used. The liquid passes through the supply pipe and is delivered into the buckets of the water-wheel, from which it falls in the form of a film, so that the water-wheel not only drives itself over the filter by means of the weight of the liquid, but it also distributes the liquid which drives it. A very small quantity is sufficient to start the distributor and keep it in motion, the head required, measured from the surface of the filter, being about 18 inches. The buckets are provided with graduated weirs, the width of which is proportionate to its distance from the centre of the filter. 128 By this means uniformity of distribution is secured. It is claimed that as there are no small holes to be choked, the apparatus can be employed for all kinds of liquid with the minimum of attention, and that it does not require any dosing apparatus. 129

Fig. 96.—Fiddian Revolving Distributor.
Power-driven Revolving Distributors.—One of the first revolving distributors in which it was decided to adopt power to drive it independent of the sewage, was the “Scott-Moncrieff and Alliott” distributor, manufactured by Messrs. Manlove, Alliott and Co., Ltd., and erected at the Birmingham Sewage Farm for Mr. J. D. Watson. In this case a horizontal arm is attached to and pivoted upon the vertical stand-pipe in the centre of the filter which is connected to the supply pipe. The outer end of the horizontal arm is carried by a rail, and is fitted with an oil engine which travels along on the outer rail on the end of the arm. The rotating arm consists of a large main trough or carrier into which the sewage from the central stand-pipe is delivered, and on one side of the main trough is fitted a row of small troughs, each of which is supplied with sewage from the main carrier through a porthole specially proportioned to the volume of sewage to be discharged from the trough and to its distance from the centre of the bed. By this means uniform distribution is secured over the whole area of the filter. From each of the small troughs the sewage flows over the edges of the trough, and thence, trickling down the outside of the trough, is discharged in a row of fine rain-like columns upon the filter. It is claimed for this distributor that absolute uniformity of distribution is secured, that it will work equally well with any volume, that there are no holes to become choked, that it requires the minimum of supervision, and that it will deal with any variation up to 3 times D.W.F. without attention (Fig. 97).
In the “Hartley” circular power-driven distributor, the apparatus (manufactured by Messrs. Hartley, Causton and Richmond, and shown in Fig. 98), is arranged in a form similar to that used in connection with the Barker’s mill type of distributor, with this difference, that it is driven by an electric motor attached to the end of one of the arms, 131 which is used as the distributing arm; and the arm on the opposite side is the balancing arm to counteract the dead weight of the distributing arm and act as a balance against wind pressure. The current is brought 132 to the distributor by an overhead cable, connected to a revolving contact at the top of the central standard. The method of distribution from the distributing arm is different from the usual type, as it takes place through a number of sectional distributing pipes C (Fig. 99), which are connected to the main tube H. These are arranged in echelon, so that by opening the covers P P a cap or cleaning rod may be passed through each tube from end to end. Each sectional distributing tube, C, is suspended from the main tube by an attachment D. This attachment carries a screw, G, by which is regulated a valve shown open at E and closed at E2. The flow may be increased or decreased to any extent, or stopped altogether, by this valve. Each space between the dotted lines on the plan is covered by one sectional tube, and the sewage flow can be increased or decreased, or stopped upon each section. The spray nozzles are of a special type, and by use of the deflection or spray plates M, a smaller number of spray holes or jets are required, so that they can be made larger, and they are thus not so easily choked. Among the advantages claimed for this distributor are the following. That it can be regulated to work with any variation in the volume, from the smallest quantity to 2 million gallons per acre per day, without increasing the consumption of power. Separate sections of the filter may be removed or rested entirely by adjusting the valves G. The distributor can work with any head of sewage from 6 inches to 6 feet, or more if desired. It is not affected in any way by wind pressure; and as the balancing arm empties at the same time as the distributing arm, it is always in balance. The horse-power required to drive it is very little, less than half horse-power per acre. The rate of distribution on any of the sections of the filter can be varied from 50 to 400 gallons per yard per day. 133

Fig. 98.—Power-driven Revolving Distributor.

Fig. 99.—Details of Distributing Arm.
(See Fig. 98.)
This type of distributor was first erected at the Hanley Sewage Works in 1902, in order to comply with Messrs. Willcox and Raikes’ specification fora power-driven distributor suitable for a large circular filter, on which a Scott-Moncrieff distributor was previously employed.
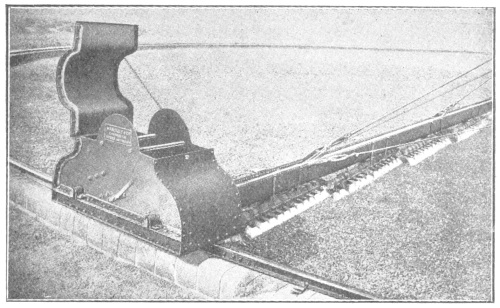
Fig. 99a.—View of Hartley Causton and Richmond’s
Power-driven Revolving Distributor in Operation.
A somewhat similar type of distributor is the “Adams-Cutler” Fig. 100, manufactured by Messrs. Adams Hydraulics, Ltd. In this case the distribution is from spray holes in the pipe arms in the same way as the ordinary Barker’s Mill type of distributor, but instead of relying upon the motive power due to the head of sewage, the distributor is operated by a rope drive; and where there are a number of distributors in one installation, each of them is operated by a cross-drive taken from a main drive rope, so that any one or more can be cut out of the circuit or controlled, or the speed varied as may be required. It is claimed that a very small amount of power is required to operate a 136 revolving distributor, and the ease with which it is carried upon a central column, are arguments in favour of the revolving over the rectangular types where absolute control is essential and a natural working head is not available.
Messrs. Mather and Platt, Ltd., also manufacture an electrically-driven revolving distributor of the Open Trough type, as shown in Fig. 101. This machine is of special design, and particularly suited for large diameter beds. The troughs are similar to those of the ordinary type of distributor previously mentioned, but are supported on the Warren Girder principle. There are four pipe arms, the end of each being fitted with a special carriage running on rails fixed outside the bed 137 at the floor level. On one of the carriages an electric motor is fixed and connected to the rail wheels by means of chain drives. The current is transferred to the motor from the main at the top of the central, pole of the distributor by means of slip rings. 138
Automatic Travelling Distributors.—There are several types of these on the market at present. The first is manufactured by Messrs. Birch Killon and Co., Fig. 102, and is constructed on the Fiddian water-wheel principle. The design is similar to that described in connection with the automatic revolving distributor, but it involves two rail tracks supported on walls or piers on each side of the filter. The head required for this type is about 2 feet from the surface of the filter to the top water level in the carrier, and the distributor is fitted with a syphon which feeds it from the carrier or trough. In large schemes the trough is placed along the centre of the filter, and supplies a separate distributor on each side.
Another type is manufactured by Messrs. Ames Crosta Sanitary Engineering Company, as shown in Fig. 103. This sprinkler can be adapted to existing contact beds. It is carried from the walls of the central channel in cantilever form, no other bearing or rails being required. On each side of the machine a hopper is carried in which water-wheels revolve. The water in its passage from the feed channel to 139 the distributing arms is conveyed on to the water-wheels, and the power generated there is transmitted by means of a chain drive to the wheels of the carriage, and thus the whole apparatus is moved along the beds. When the machine nears the end of the bed a reversing lever comes in contact with a buffer, and by this means the direction of motion is changed, and the machine travels backwards along the bed. Two distributing arms are carried on each side of the apparatus, one feeding half the bed in one direction and the other feeding the remaining portion of the bed in the opposite direction, thus giving a regular intermittent feed to the bed. A great advantage of this class of machine is that the whole of the machine is supported from the central channel, and as the wheels are close together, the long lengths of shafts with their risk of twisting, retarding and wearing are dispensed with.
Messrs. Ham, Baker and Co., Ltd., have for some time supplied an automatic travelling distributor. This is illustrated in Fig. 104, from which it will be seen that it consists of a water-wheel mounted on 140 rollers and divided into sections composed of a number of buckets. The sewage is delivered through a syphon and patent reversing valve, in such a way that alternate sections only of the filter bed receive sewage in each direction of travel, thereby insuring equal inter-delivery periods.
Power Driven Travelling Distributors.—The well-known Hanley Distributor was specially designed by Messrs. Wilcox and Raikes, Civil Engineers, for use on their schemes at Hanley, Fenton, Ilkeston and elsewhere, as illustrated, Fig. 105. The object of this distributor is to ensure intermittent discharge at regular intervals, and at a predetermined rate, in the form of a thin film over the surface of fine grade material, and in order to secure these results it was decided to drive the distributor by electric power rather than depend upon the variable and limited amount of power obtainable from the head of the sewage itself. The distributor consists of a pipe extending across the whole width of the bed and supported on wheels, so that it may be drawn backwards and forwards by means of the wire rope attached to the centre. The distributing pipe tapers towards the end farthest 141 from the supply trough, and the sewage is discharged by means of nozzle pipes attached to the flat side of the distributor about 3 inches apart, and connected with it near the top so that the main pipe always remains full. The discharge of the sewage commences and stops along the whole length of the pipe almost simultaneously, and any sediment lies in the bottom of the main pipe where it cannot obstruct the outlets of the nozzles. The nozzles are about ⅝ inches in diameter, and provision is made for cleaning them by removing a plug in the top of each. In order to secure a uniform interval of time between each dose of sewage discharged on to any part of the filter, the distributors are arranged to discharge when travelling in one direction only, the valves on the outlets of the feed syphons being automatically turned off and on by means of a lever, which is actuated by stops fixed at each end of 142 the iron trough or at any intermediate point desired. In this way it is possible to arrange for any portion of the filter to be thrown out of action when necessary for cleaning or repairs. The speed at which the distributor travels may be varied by adjusting the gear wheels attached to the electric motor. At Hanley it has been found that the best results are obtained when the distributors occupy about 7 minutes in making one complete journey, the filters being 200 feet long, so that when the filters are working at the normal rate of 1,000,000 gallons per acre per day, each dose represents one gallon per square yard. In other words, the film one-fifth of an inch in thickness is applied 200 times per day, and thus a total depth of 40 inches of sewage is distributed over every portion of the filters in operation in 24 hours. The power required to drive the distributors is about 1½ B.H.P. per acre of filter. Electric motors are usually adopted, but small oil or gas engines may be substituted when electric current is not available. The winding drums for the wire ropes are driven by belt gear of the usual type with fast and loose pulleys. The reversal of the drum when 143 the distributor reaches either end of the filter is accomplished by an automatic belt striking gear, and a float in the supply trough is used to cut out a distributor, or continue in action at a reduced rate, when the supply of sewage becomes insufficient to maintain the normal rate of distribution. These distributors are manufactured by Messrs. Blakeborough and Sons, and have now been in regular use since 1902 on the Hanley Sewage Disposal Works, where the remarkably satisfactory results obtained are largely due to the highly efficient system of distribution on the filters.
Fixed Distributors. Trays and Troughs.—One of the best known of the fixed distributors is the “Stoddart,” as illustrated in Figs. 106 and 107. It will be seen that it consists of trays of galvanized sheet iron, formed into a number of V-shaped troughs. The ridges between the troughs are provided with diamond-shaped perforations at frequent intervals, and in the bottom of the troughs drip points are inserted through holes to project on the under side. The distributing trays are bolted to specially designed supply channels, connected to a common 144 channel, and the whole of the troughs are mounted on adjustable chairs (F, Fig. 106) carried on tees, which are in turn supported on concrete or brick piers. As the liquid passes into the V-shaped troughs, it fills them and overflows through the diamond-shaped slots in the ridges and thence trickles down on the under side of each trough and drops off from the drip points on the filter below in the form of rain. It is claimed for this method of distribution that the whole of the available fall is utilised; that it adapts itself without adjustment to all rates of flow, however varied, that the sewage and storm-water may all be treated on the same area, and that there is a total absence of moving parts. This distributor is supplied by the patentee, Mr. F. W. Stoddart, of the Western Counties Laboratories, Bristol. 145
Another type of fixed distributor is fixed only so far as actual distributing channels are concerned. This is manufactured by Messrs. W. E. Farrer, Ltd., and illustrated in Fig. 108. The fixed troughs or channels are laid directly over the filter-bed, and fitted at the inlet end with concentrating chutes which receive the discharges from a double-acting tipping trough, which is supported at its extreme ends by heavy gun-metal bearings. If it is over 10 feet in length, an additional support is provided at the centre in the form of a specially designed rocker. The chutes and the channels are provided at the bottom with ¼-inch holes at 3-inch centres, through which the sewage is spread on to the surface of the filter, which is below the underside of the trough. The channels are arranged at 1-foot centres, so as to distribute the sewage over the whole area of the bed. By means of the double-acting tipper each half of the filter is dosed alternately, and suitable periods of aeration are thus provided. This apparatus is suitable for a single small house with 4 or 5 inmates, and for larger filters of 600 square feet in area and upwards.
The Ducat filter is provided with what may be termed a fixed distributor. It consists of a series of small tipping troughs fixed across the filter, each of which when full tips its contents on to the filter below. The liquid is thus discharged at the same point each time, but intermittently in small doses. As, however, the distributor does not move it is included under this heading.
A different type of fixed distributor is that manufactured by Messrs. J. Blakeborough and Sons. This apparatus, patented by Messrs. Haller and Machell, Civil Engineers, is used in the triple tank system of sewage treatment. Fig. 109 illustrates the “Aerat” type, which consists of cast-iron channels supported on wrought-iron joists carried upon 146 piers. Each length has six orifices on each side, through which the sewage passes on to small trays provided with radiating grooves on the top and dripping points on the under side at the edge. As the distributors may be fixed within a few inches of the surface of the filter, very little head is required to operate them.
A very ingenious form of fixed distributor, Fig. 110, is supplied by the Septic Tank Company, Ltd. From its name, “Capillary Trough Distributor,” it will be observed that during normal and minimum rates of flow, capillary attraction is utilised to deliver the sewage on the filter in the form of drops. The tank effluent is delivered to each trough distributor over brass V-notches, set in the side of the main channel, into which the tanks discharge. These V-notches are adjustable, and are set so as to prevent their being tampered with subsequently. The trough distributors are of artificial stone, true from end to end, and set level. Over both their edges copper wires are fixed, at intervals of a few inches, each wire extending from within a short distance of the bottom of the trough channel over the edge and down to the underside of the trough. On a trough being filled the liquid overflows right along the edge, and is attracted by and runs 147 down the wires, so that if the flow is at all excessive a little stream will run down each; on the flow subsiding to the ordinary, a drop-by-drop delivery commences; should the flow of sewage cease altogether for any length of time, the wires will go on dripping until they have drawn off the contents of the trough, almost to the end of the wires. On a fresh supply of sewage arriving at the installation, and the troughs refilling to a higher level, the rate of delivery from the wires will increase until it keeps pace with the flow, thus ensuring an even distribution on the filter throughout the day. There is no loss of head in connection with this apparatus beyond the depth of the distributing troughs themselves.
Spray Jets.—This type of distribution is not used in many installations in this country, but it has been adopted in large schemes in the U.S.A. There are a number of different types, including those in which the sewage is forced upwards through a nozzle and falls back on the surface of the filter, and others in which the sewage flows through inverted nozzles, and each jet impinges upon a fixed cup or disc of metal, or other material, and is thus spread out on to the filter. Among the former, one of the simplest types is that manufactured by 148 Messrs. Adams Hydraulics, Ltd., Fig. 111, in which, by means of a square baffle plate, provided with suitable grooves, the spray is forced out in such a manner that it covers a square area of the filter. It is claimed for this that it covers the whole surface and no portion of the filter is wasted, as in the case of round jets which cover circular areas. The same firm also supply several other types of fixed sprays, as shown in the illustration.
Another type is manufactured by Messrs. Ham, Baker and Co. This is shown in Fig. 112, from which it will be seen that it can be adapted to any existing installation, and to standard spigot pipes. Each jet being in the form of a stop-valve, any individual spray may be put out of action when necessary.
Messrs. W. E. Farrer, Ltd., manufacture a type shown in Fig. 113. The special feature of this is a loose disc inside the nozzle, which 149 oscillates as the sewage passes through, and so tends to clear away any flocculent matter which may accumulate in the orifice of the nozzle. The sewage itself is delivered from the nozzle in the form of a very fine film, and it is claimed that by this means any nuisance from smell is reduced to the minimum.
Messrs. Burn Brothers also manufacture a fixed spray, Fig. 114, called the Burn and Brown’s Patent “Whirl” Spray. The special feature of this 150 is that it consists of an inverted conical spreader, provided with vanes revolving on a spindle. The sewage, as it leaves the nozzle, impinges upon the face of the cone, causing it to revolve rapidly and spread the sewage in the form of fine drops. Owing to the special construction of the serrated edges of the cone, the sewage is well distributed over the whole area covered by the spray.
The “Acme” type of fixed spray, manufactured by the Ames Crosta Sanitary Engineering Company, is shown in Fig. 115. The special feature of this spray is that it has a loose metallic cone, which is provided with a helical groove, inside the nozzle. This cone rotates as the sewage passes through the nozzle, and thus gives a maximum spray with a small head. These sprays have a free waterway, and the rotation of the cone tends to prevent the choking of the orifice.
A simple form of fixed spray consists of perforated pipes arranged at suitable intervals over the surface of a filter, and provided with dosing apparatus to give intermittent supply under pressure, and thus deliver the sewage in the form of jets from the perforations in the pipes. An improved form of this type of distribution is supplied by the Septic Tank Company. This is illustrated in Fig. 116, from which it will be seen that orifices in the top of the distributing pipes are fitted with nozzles, set at an angle of about 45 degrees to the vertical. The discharge from these nozzles, it is claimed, gives the maximum efficiency of distribution. 152
A self-cleansing spray jet has been brought out by the Carlton Engineering Co. From the illustration, Fig. 117, it will be seen that a plug B is fitted into the orifice and supported upon a spindle, which is attached at its lower end to a lever connected to an automatic tipper on the outside of the nozzle. The tipper is fed by the spray from the nozzle, and as it falls alternately on one side and on the other it raises and lowers the plug B in the orifice, which tends to prevent any clogging, and also varies the area of the orifice and the rate of discharge, as well as the area of the filter-surface covered by the spray. 153
A simple type of fixed spray is supplied by Messrs. George Kent, Ltd., and is shown in Fig. 118. In this case the liquid issuing from the nozzle impinges upon a curved surface or cone, by which it is deflected and spread out, leaving the surface at an angle of 45 degrees to the vertical. One of the advantages claimed for this type is that it has no small holes to become clogged.
A novel form of this type of apparatus is manufactured by Messrs. Daniel Adamson and Co. Above the orifice in the nozzle is suspended a revolving deflecting plate (Fig. 119). The vanes of this plate are shaped in such a way that, as it revolves, the jet impinges against a 154 different angle every instant. None of the energy is wasted in churning or throttling, as the plate merely directs the water in such a way that no two drops ever fall twice on exactly the same spot. It is stated that the diameter of the wetted area of the filter surface is more than double the head. 155
There are a considerable number of other types of nozzles used for fixed sprays. Several of these are illustrated in Fig. 120, where A is the type in use at Salford; B, the type used at Birmingham; C, a nozzle with a double spreader in use at Waterbury, Conn., U.S.A.; D shows another type in use at Waterbury, with a single spreader, but this is so arranged that it can be adjusted to give a smaller or larger area of orifice. E shows the type adopted at Columbus, Ohio, U.S.A.
In connection with some elaborate studies of methods of distribution for percolating filters, which were carried out for the Sanitary Research Laboratory and Sewage Experiment Station of the Massachusetts Institute of Technology, by Messrs. Winslow, Phelps, Storey and McRae, a special series of investigations were made into the value of what is referred to as the “gravity method of spraying.” This consists in supplying the sewage from troughs or pipes supported above the filter, and discharging it through orifices on the under side of the pipes or troughs in the form of solid jets, which are made to impinge upon concave discs fixed near to the surface of the filter. The effect of this impingement is to cause the liquid to splash upwards and outwards in the form of a fine spray, and, as a result of a long series of tests with various forms of discs and various heads, it was found that the best average results were obtained with a concave metal disc 3 inches in diameter having a curvature corresponding to a radius of 2 inches. 156 With a total head of 4 feet and a head of 3 feet from disc to the pipe above, it gave the best results obtained with that total head. With a total head of 6 feet and a head of 4 feet from disc to supply pipe, it gave the best results obtained by any of the forms of this type of distribution that were tested. 157
A method of distribution similar to this type of gravity disc spray is manufactured by Messrs. Glenfield and Kennedy, Ltd. The details of this disc, with the methods of supporting same and the method of supplying the sewage from an overhead pipe, are shown in Fig. 121.
In connection with sewage disposal works where chemical precipitation has been adopted for preliminary treatment, the tank effluent has been distributed over fine-grained percolating filters, by means of dosing 158 tanks discharging comparatively large volumes intermittently over the surface of the filter. In such cases the aim has been to deliver the liquid at such a rate that it would flood the entire surface of the filter in a very short space of time, and then percolate through and leave the surface free to aerate for as long a period as possible before the next discharge took place. This process involved the use of small filters, in order that the area to be flooded should not be too large for the liquid to spread over it rapidly, and the use of very fine material to prevent the liquid from passing through too quickly. Among the difficulties encountered by this method were the displacement of the surface layer of the material, due to the high rate of delivery; and the labour involved in cleaning the surface of the filter. A further trouble which arises when effluents from septic tanks are treated by this process is the evolution of evil-smelling gases, which are certain to cause a nuisance if there are any houses in the vicinity. Efforts have been made to obviate this difficulty by distributing the sewage through open-jointed or perforated pipes laid a few inches beneath the surface of the filter, as described later in connection with contact beds (page 200). While this is satisfactory to a certain extent, especially where the volume to be treated is small, and the filter capacity is comparatively large, neither this method, nor that of flooding the surface of the filter, can be said to comply with “the desideratum in the application of sewage to percolating filters,” quoted previously (page 106), nor do they avoid the difficulties encountered in securing uniform distribution dealt with in the following pages. The defects of these methods of distribution may also have been aggravated by the very optimistic anticipations on the part of the designers of the schemes as to the volume of sewage which could be satisfactorily purified under such conditions. It is, 159 therefore, desirable to point out that, in the event of either of these methods of distribution being adopted, care should be taken to secure a very high degree of clarification (reduction of matters in suspension) in the preliminary tank treatment, and to provide filters of ample cubic capacity.
Methods of Feeding Percolating Filters.—Under the heading “Methods of Distribution” (page 106), reference is made to some experiments, from the results of which the conclusion was drawn that “a high efficiency in sub-surface distribution is fostered by a slow continuous rate of application rather than by an intermittent application at a higher rate.” This agrees in every respect with the author’s own experience, and confirms his opinion that intermittent discharges to percolating filters should only be resorted to in cases where it is absolutely necessary in order to assist in securing uniformity of distribution, or to ensure a sufficient volume for the operation of the appliances adopted for distribution. Among the former may be cited fixed spray nozzles and jets from fixed pipes, in which cases an intermittent supply is useful in causing a regular variation of the head upon the orifices, thus varying the distance to which the jets or sprays are thrown, and producing greater uniformity of distribution per unit of area covered. Examples of cases, where intermittent supply is necessary in order to discharge the volume required to operate the appliances adopted for distribution, are found in connection with most types of fixed distributors and nearly all types of automatic revolving distributors. In the case of the latter, it is well known that a certain minimum head is necessary to overcome the friction due to the resistance of the air and to the weight of the apparatus itself on its bearings. However small this friction may be, it needs a volume of sewage slightly in excess of that required to fill the spray-holes, 160 which must be large enough to take the maximum flow of sewage when working under the maximum head. It frequently occurs, especially in small schemes, and in schemes where the percolating filters are preceded by contact beds or slate beds, that the rate of flow of the sewage is at times so low that it is not equal to the minimum volume required to operate the distributor, and, in the absence of any arrangement to overcome the difficulty, the distributor would cease to revolve and the sewage would trickle through the spray-holes without proper distribution. The same difficulty arises in connection with many of the fixed methods of distribution, and it is most readily overcome by the use of a dosing tank fitted with an automatic syphon or valve, by means of which the sewage is held-up in the tank until it reaches a certain predetermined level, and is then discharged at a given rate to the filter. When the tank is empty the discharge ceases, and the sewage is again held-up as before.
In the case of large installations, or schemes where the whole of the sewage is pumped and the rate of flow to the filters is thus under control, it is not necessary to use a dosing tank for the purpose of providing the rate of discharge to the filters necessary to keep the distributor in motion. It is, however, maintained in some quarters that intermittent supply is desirable in any case, in order to secure alternate periods of work and rest for aeration. There is one obvious disadvantage in this method of working. Assuming that during the maximum rate of flow of the sewage the volume which comes down in 5 minutes is stored in a dosing tank, and discharged to the filters in 2½ minutes, it is clear that the rate of distribution is twice as great as it would be if the distribution were continuous over the whole period of 5 minutes. It is claimed that the disadvantage of the higher rate of distribution is counteracted by the 2½ minutes of rest and aeration, 161 but on this point there is room for doubt, especially when the conditions which come into play during the average and minimum rates of flow of the sewage are taken into consideration. Taking the average rate as equal to one-half the maximum rate, it will be seen that the dosing tank will discharge every 10 minutes, but the time in which its contents are delivered to the filter will still be 2½ minutes, so that under these circumstances the rate of distribution on the filter will be four times as much as it would be if the distribution were continuous. During the minimum rate of flow of the sewage the conditions are still worse, and it is difficult to accept the theory that periods of rest for 7½ minutes will compensate for excessive rates of distribution at four times the rate under continuous operation for periods of 2½ min. at a time.
Those who advocate intermittent supply under all circumstances would appear to have lost sight of the fact that very ample periods of rest are already provided by all revolving distributors. When working at the rate of one revolution per minute, the average time taken by each arm to pass over any one point on the surface of the filter may be taken as 0·5 second. Before the succeeding arm reaches the same point a period of 15 seconds will have elapsed, so that under these conditions the ratio of the periods of work to periods of rest is as 1 to 30. In other words, even during continuous distribution, the time allowed for rest and aeration is thirty times as much as that during which the sewage is actually being delivered to the filter, and there would thus appear to be no reason for unnecessarily adding to the periods of rest by means of dosing tanks, especially as such a course involves a greatly increased rate of distribution at all times when the discharge actually takes place. 162
There is, of course, the possibility of adopting the happy medium, which would consist of a dosing apparatus of such a type that it would provide a continuous supply during the maximum flow of the sewage, and only act as an intermitting appliance during the minimum rate of flow. This is probably the best arrangement to adopt in all cases where a dosing apparatus is absolutely essential.
As previously stated, however, there are many cases where the conditions render the use of a dosing tank absolutely necessary to prevent the stopping of the distributor, and these have brought about the introduction of several types of automatic syphons and valves, all arranged specially for the purpose of giving intermittent discharges to filters, contact beds, areas of lands, and so forth. There are various methods of constructing dosing tanks, all dependent upon the arrangement of the preliminary processes and the filters which follow them. In nearly all cases, however, it is found necessary to reduce the fall taken up by the dosing tank to the minimum, and the different syphons and valves have thus been designed to work with the least possible head. One point in the construction of dosing tanks should not be overlooked, i.e. the provision of a washout valve for use when it becomes necessary to clean out the tank. It may be noticed here that neither the Fiddian type of distributor, on the water-wheel principle, nor the power-driven distributors, require any dosing tank to keep them in motion during the periods of minimum flow of the sewage. In the case of the Fiddian distributor the apparatus remains standing until the buckets are filled, and each time these discharge their contents the distributor is moved forward a short distance. Under these conditions, however, the disadvantage of long intervals of rest between comparatively large discharges of sewage still remains. Undoubtedly the most even rate of distribution under all conditions is secured by the 163 use of power-driven distributors, whether of the rotary or travelling type, but these can only be economically adapted for use in large installations or where power is available at a very low cost.
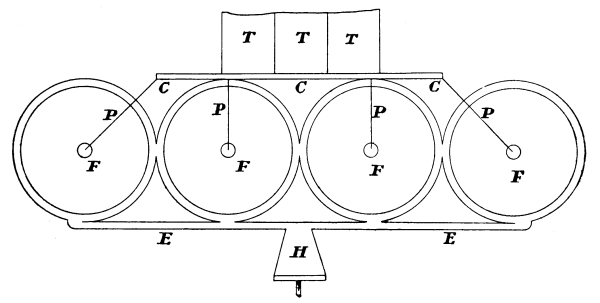
Fig. 121a.
| T = tank. | C = carrier. |
| P = supply pipe. | F = filter. |
| E = effluent channel. | H = humus tank. |
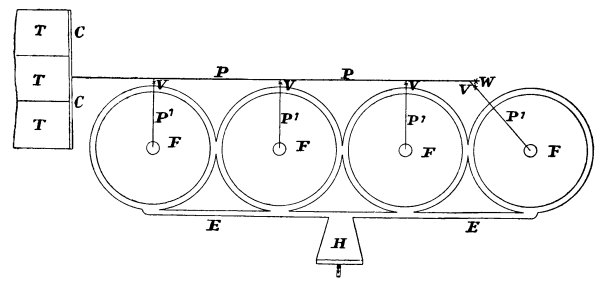
Fig. 121b.
| T = tank. | C = carrier. |
| P = main supply pipe. | P1 = branch supply pipe. |
| V = regulating valve. | W = washout valve. |
| F = filter. | E = effluent channel. |
| H = humus tank. | |
Apart from the question of continuous versus intermittent methods of feeding percolating filters, there still remains the problem of deciding whether the actual connections between the tanks and the filters shall be in the form of channels (carriers) or pipes. For fixed sprays and revolving distributors, which involve the use of pressure due to a column of liquid, the actual connection to the apparatus must be in the form of a pipe extending at any rate to the outside of the filter. Whether it should be continued beyond this point in pipe form or in a channel depends entirely upon local conditions, such as the slope of the ground, the planning of the filters, and the relative cost of the two methods. There is one thing to be said in favour of pipes, i.e. that there is less chance of a nuisance being created by the 164 evolution of foul gases from the sewage than in the case of open channels. On the other hand, channels may be, and frequently are, covered in. Whichever method is adopted, care should be taken to provide a valve or penstock on the connection to each separate filter, in order to be in a position not only to throw any filter out of work when desired, but also to regulate the rate of supply to each filter independently of the others. Washout valves should also be provided on the channels or pipes, in suitable positions. Where the filters are arranged in groups, as suggested in Figs. 75 and 77, the intervening spaces may be used to accommodate a simple receiving tank, or a dosing tank, to which the sewage or tank effluent may be conveyed by an elevated channel or by a pipe under pressure. The connections to the adjacent filters may then be provided in the form of pipes leading from this central tank direct to the distributor at the centre of each filter. If the receiving tank or dosing tank in such cases is built upon piers, the floor of the tank will come above the level of the surface of the filters, and the space 165 below may be utilised for an effluent receiving chamber or even for a settling tank to arrest the solids in suspension in the effluent. There are many ways in which the supply to filters may be arranged, and the preceding notes are merely intended as suggestions, which may be elaborated as found desirable to suit conditions which vary almost in every case.
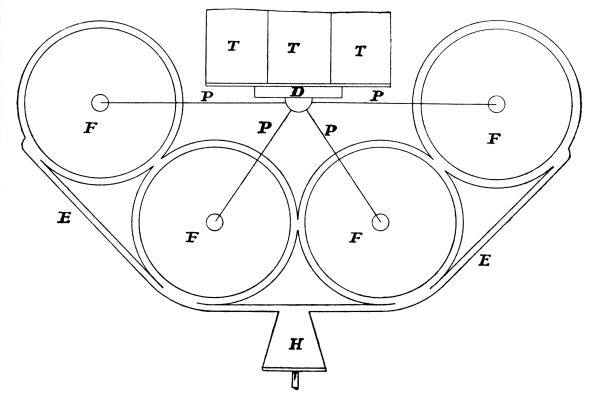
Fig. 121c.
| T = tank. | D = dosing tank. |
| P = supply pipe. | F = filter. |
| E = effluent channel. | H = humus tank. |
Figs. 121a and 121b have been prepared to show conditions under which channels and pipes respectively would be suitable for supplying the tank effluent to the filters. Fig. 121c is the plan of a works where a dosing tank is used to deliver the tank effluent intermittently through separate supply pipes to each of the filters. If the valves on the supply pipes are properly adjusted, each filter will receive an equal proportion of each discharge from the dosing tank. An alternative 166 method is to provide an apparatus by means of which each separate discharge from the dosing tank is delivered in rotation to each of the filters.
In cases where the appearance of the works must be taken into consideration, the method of arranging the tanks and filters suggested in Fig. 121d may be adopted. By this means the space covered by the works is utilised to the utmost, and the tanks are of the form by which uniformity of distribution and the maximum reduction of velocity is secured. On the other hand, it is probable that the slope of the site will only rarely suit this arrangement.

Fig. 121d.
| O = outfall sewer. | S = screen chamber. |
| D = detritus tank. | T = settlement tank. |
| C = carrier. | P = supply pipe. |
| F = filter. | E = effluent channel. |
| H = humus tank. | |
Dosing Apparatus.—Various methods of providing intermittent supply are in use. Among these one of the first was a simple form of balanced valve with float. This, however, has been superseded by other types, among which the syphons are the simplest form. One of the first of this type specially designed for the purpose in question was the low-draught syphon, manufactured by Messrs. Adams Hydraulics, Ltd., and shown in Fig. 122. The special feature of this apparatus is that it can be arranged for a small depth of sewage in the dosing tank. It will work with any depth from 6 inches upwards. These syphons can also be arranged to work singly, in pairs, each one coming into action alternately, or in numbers of three and upwards, when they can be adjusted to work in sequence or simultaneously.
Another type of syphonic dosing apparatus is that supplied by the Patent Automatic Sewage Distributors, Ltd., and shown in Fig. 123. In this case a syphon is combined with a mechanical valve operated by floats, hence the name “auto-mechanical syphon.” 168
A further type of syphonic dosing apparatus is manufactured by Messrs. George Jennings, Ltd., as shown in Fig. 124. These syphons are arranged to work in regular sequence, and are operated by means of air valves, which are shown mounted on a frame and connected by means of air pipes to the syphons. The sequence is obtained by means of cams, fixed in different positions on a shaft, which is rotated by means of a float actuated by the rise and fall of the liquid in the dosing tank.
A different type of dosing apparatus is the “Coleman” valve, manufactured by The Ames Crosta Sanitary Engineering Company, Fig. 125. This consists of a balanced valve, suspended from a hollow lever which contains mercury, and has a branch provided with a float actuated by the rise and fall of the liquid in the tank. As the sewage rises in the tank, the float overcomes the resistance of the balance weight on the 169 lever, which is lifted, and the mercury falls to the lower end of the lever. The combined action of the float and the mercury opens the valve, and the sewage is discharged. When the tank is emptied, the apparatus resumes its former position ready for the next dose.
Another type of dosing apparatus is manufactured by Messrs. Mather and Platt, Ltd. This consists primarily of a flap valve, counterbalanced weights, and a balance vessel or drum, which is filled gradually with liquid, the whole being pivoted about a horizontal axle. When the 170 measuring chamber and balance drum are both empty, the counterbalance weights raise the latter and allow the flap valve to close, the balance drum then being in its highest position. As the measuring chamber fills, a portion of the sewage is allowed to pass from it into the balance drum, which is thus gradually filled, and at a given level its weight will suffice to overcome the counterbalance weights and the pressure of the sewage on the flap valve, and will open the latter, thus allowing a measured quantity of sewage to be discharged into the troughs or pipes for spreading over the filter. The balance drum discharges its contents meanwhile, and thus, when the measuring chamber is empty, the flap valve closes again by the action of the counterweights, and the chamber is ready to receive another quantity of sewage (Fig. 126).
Messrs. George Kent, Ltd., have introduced several different types of dosing apparatus, which can be arranged to draw off less than 6 inches head of water and any greater depth. In one case the apparatus, Fig. 127, consists essentially of a seating S, through which the liquid discharges, a valve-cap C, attached to arms which rotate about the pin 171 P and nearly balanced by the weights W, also by floats F F attached to a frame, also rotating about P and carrying two adjusting weights A A. The apparatus is actuated by the rise of the liquid, raising the floats and lifting the cap C, which returns to its position after the discharge has taken place. For greater depths a different type is used, as shown in Fig. 128. In this case the apparatus consists of a valve seating S, through which the liquid discharges, two floats A and B, a controlled device for giving a sudden release and for regulating the levels at which the valve is opened or closed, and an alternating gear G, which is fitted with two or more valves placed in the chamber and operated in rotation. The action of the apparatus is as follows: When the liquid in the dosing chamber reaches the top level, the float A has acquired sufficient buoyancy to cause the shoulders of the plate K to suddenly push aside the rollers at the ends of the weighted levers L L 172 of the control device. The lugs T T then come in contact with the collar R, and the valve-cap C and the float B are lifted. The tank discharges until the floats A and B have lost sufficient buoyancy to cause the bottom shoulders of the plate to push aside the rollers and allow the valve to close.
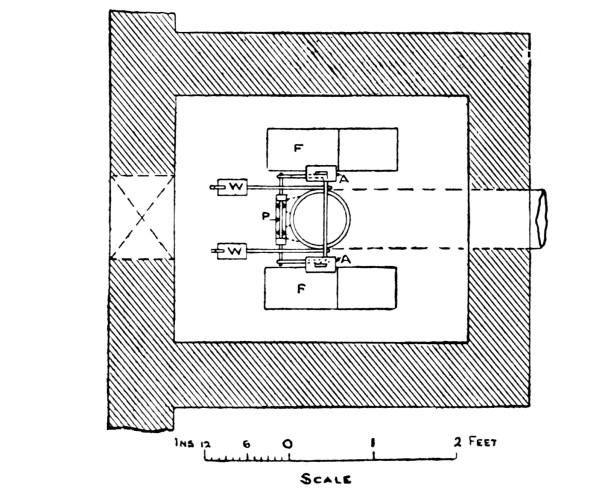
Fig. 127.—Dosing Valve.
This apparatus is applied in various ways for different purposes in connection with sewage works, and the same firm also manufacture special valves for giving a measured discharge under various heads.
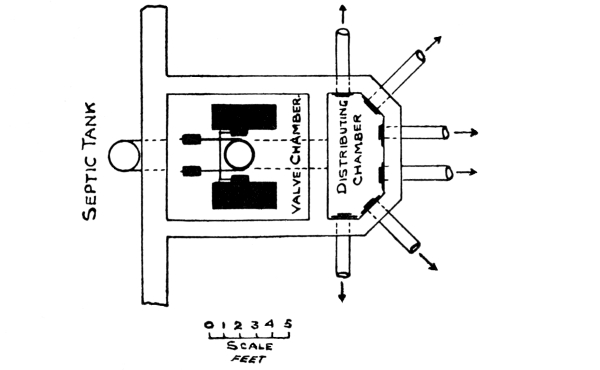
Fig. 128.—Dosing Valve.

Fig. 129.—Distributing and Dosing Apparatus.
The Ames Crosta Sanitary Engineering Company, Ltd., also supply a very ingenious method of providing intermittent supply to filters, as shown in Fig. 129, which is equally suitable for percolating filters, for 174 contact beds, or for intermittent filtration on land. This machine is arranged to give any desired timed discharge to the beds in rotation, or to discharge measured volumes to the beds in rotation. By means of 175 valves or weirs, the machine is arranged so that additional beds in the series are automatically brought into operation as the increase in flow demands, and the additional beds brought into action go out of action as the flow decreases. The illustration shows a machine for delivering timed volumes on a series of six beds. The square chamber is divided into six divisions by means of iron plates; each division is connected to one of the six beds by means of a pipe. A circular dish or vessel is suspended over these divisions, and revolves on ball-bearings carried on the bridge. The circular dish is provided with a weir at its circumference, and the sewage or tank effluent which enters the dish from the pipe in the centre is diverted by means of the weir or outlet to one of the divisions supplying the beds. The upright shaft from which the revolving dish is suspended is fitted with a six-toothed ratchet wheel, and, by the rise and fall of a float in the liquid of the actuating tank, a pawl is moved along until it engages with the next tooth of the ratchet wheel. When the pawl has caught the tooth of the ratchet wheel the outlet valve in the actuating tank is opened, and as the liquid flows out of the tank the float descends, and by means of levers the pawl is moved one-sixth of a revolution; the pawl being engaged with the ratchet wheel, the dish is revolved one-sixth of a revolution, and the weir is thus brought over the next division, and consequently the next bed receives the flow. Extra weirs can be arranged at various levels, so that if more sewage is coming than that required for one bed, a portion of the liquid would flow over one or more of the weirs, and so on, to the respective beds. The flow to the actuating tank is taken from the feed channel, and can be set to fill the actuating tank in any desired period of time. The discharge from the actuating tank can be conveyed either to a special plot of land, 176 or into the revolving dish. An ingenious device is arranged so that any bed in the series can be instantly shut out of action should it become overworked. In an apparatus for feeding revolving sprinklers, arrangements are made for bringing the extra beds into operation by means of valves controlled by the flow of sewage.
177 Messrs. Glenfield and Kennedy also manufacture a balance-valve type of dosing apparatus operated by means of floats and buckets. This is shown in Fig. 130.
The “Uniform” automatic distributor, manufactured by Messrs. Whitehead and Poole, is designed for the automatic distribution of measured volumes of liquid to filters or other areas in regular rotation. This is shown in Fig. 131, and the principles on which it is constructed involve rotating arms carried on a float operated in a closed central chamber. The arms are rotated by the reaction of the discharge of the liquid, but are locked so as to remain stationary in one position, continuing to feed one filter until the head of liquid actuating a regulating cock and tipper releases the locking device and permits the rotation of the arms to the next bed, where the process is repeated, and so on to all the filters in rotation. 178
The “Ponding or Intermitting Valve,” supplied by the Septic Tank Co., is shown in Fig. 132. The essential features of this apparatus are two cylindrical vessels of cast-iron or other suitable material, approximately of the same shape, weight and displacement. One vessel is used as a bucket and the other as a bell. They are suspended from two equal arms of a pivoted lever at approximately the same distance from the standard carrying the lever. On the same end of the lever to which the bell is hung, an ordinary lift-up valve is attached, the seat of which is at or below the low-water level in the ponding chamber. This valve is connected with the lever by means of a linked rod, chain, or other suitable arrangement. The cubical content of the bell and bucket is sufficient to ensure the displacement of the liquid, in excess of that required to lift the valve from its seat, by rocking the lever to which it is attached. In the bottom of the bucket a draw-off valve is provided for the purpose of emptying same. This valve is constructed so as to prevent the liquid passing through it into the bucket as it rises in the chamber, and to open and allow the contents of the bucket to escape when the water in the ponding chamber has almost been discharged. The operation of the apparatus is as follows. The ponding valve being closed, and the supply of liquid being turned into the ponding chamber, the liquid will rise. On reaching the small ball in the bottom of the valve of the bucket, the ball will float and close this bucket valve, so as to prevent the entrance of the liquid through and into the bucket. The liquid continuing to rise, will gradually and simultaneously submerge the bell and the bucket. The upper edge of the bucket is fixed at the predetermined height to which the liquid is to rise in the ponding chamber. The bell and bucket being of the same size 179 and weight, and being hung so that the one is level with the other, the displacement of both will be equal up to the time the liquid reaches the upper edge of the bucket, and consequently no movement of the lever will take place. On the liquid rising above the top edge of and filling the bucket, it will cause the displacement of the bucket to be reduced 180 to much less than the displacement of the bell, and this difference is sufficient to lift the valve from its seat, and discharge the contents of the ponding chamber. As the liquid in the chamber recedes, the bucket and the bell will both be gradually left suspended in the air. Until the liquid in the chamber drops below the bottom of the bucket, the latter will remain full; on the water continuing to fall, the ball in the small valve at the bottom of the bucket will drop, allowing the contents of the bucket to escape. On the bucket being emptied of its contents, the weight of the bell, together with the valve and chain or rod, will overcome that of the bucket, the valve will close, and the liquid commence to pond in the chamber again. 181
The special syphons manufactured by Messrs. Burn Bros., described under contact bed apparatus, are also suitable for use as dosing syphons, and work singly or in sequence, and give intermittent discharge to filters or to land (see Fig. 145, page 218).
An auto-mechanical type of syphon for dosing tanks is supplied by the Carlton Engineering Co., and is illustrated in Fig. 133.
Reference has already been made, under the heading “Grading of Filtering Material,” to the advisability of using coarse material, for the reason that the converted organic matter will in that case readily pass away in the effluent, and thus prevent the choking of the filter. Even with finer material, a certain amount of solids in suspension will be found in the effluent, and, in order to produce a final effluent suitable for discharge into any stream or watercourse, it is necessary to arrest and remove these suspended solids. This fact has been recognised by the Royal Commission on Sewage Disposal, who recommend the adoption of effluent settling tanks with a capacity equal to two hours’ flow of the sewage, and provided with means for removing the deposit.
The solids in effluents from percolating filters are rather difficult to arrest, as they are in the form of very finely divided matters in suspension. Many methods have been tried in various places, but in the author’s experience he has found that the chief factor in securing a satisfactory settlement of these solids, is the reduction to the minimum of the velocity of the effluent in its passage through the settling tank. If this principle is adopted, the simplest form of tank is similar in construction to that suggested for detritus tanks, so long as the outlet end is constructed in the form of a weir of the greatest possible length under the circumstances. Such a tank is illustrated in Fig. 134. By this means the rate of flow over the weir 183 may be reduced to the minimum; and if, in addition to this, the outlet at the bottom of the tank is arranged in the form of a plug valve fixed in a pocket below the lowest point of the floor proper, near to the 184 inlet end, and the floor is laid with a sharp slope towards this outlet, it will be found possible, as a rule, to draw off the deposit without discharging the entire contents of the tank, as long as it is done at frequent intervals. As there is a tendency for a scum to form on the surface of the liquid in these tanks, it is desirable to provide a scum-plate of wood, slate, or other material, as shown in the illustration, and in all cases, except the smallest schemes, these tanks should be constructed in duplicate. It may be mentioned here that the hydrolytic tank, Fig. 34, page 52, and the separator of the Septic Tank Co., Ltd., Fig. 47, page 65, have both been adopted for use as effluent settling tanks.
The deposit from effluent settling tanks, as a rule, rapidly dries without creating a nuisance when it is spread out in a thin layer upon a suitable draining bed similar to that suggested for dealing with sludge from settling tanks (Fig. 58, page 83). Under favourable conditions as to fall, the draining bed can be constructed below the level of the sludge outlet from the effluent settling tank, and the deposit can then be drawn off by gravitation. There is, however, still the problem of disposing of the liquid flowing from the bed, and as this should have a free outlet, it usually happens that the levels do not permit of the discharge of the deposit by gravitation. Under these circumstances the outlet should still be arranged as shown, Fig. 58, but it should be connected to a sludge well fitted with a chain-pump, or other means of raising the deposit to the draining bed, which may thus possibly be situated at the same level as the similar beds for the sludge from the settling tanks. When dry, this deposit may be spread out on the land, or used in gardens and on farms as a manure.
It would probably be more correct to use the term “fine-grain filters” to describe the alternative methods occasionally adopted to deal with the effluents from percolating filters, as they do not always consist of sand. Fine clinker, ashes, broken saggars, and similar material, is equally suitable so long as it is of a gritty nature and not wholly dust. The term “sand-filters” is, however, used here, as it is well known in connection with the filtration of drinking water, and the method of construction is practically the same.
Although primarily designed for the purpose of arresting the suspended solids in final effluents, and thus required to act simply as mechanical strainers, sand filters have the additional advantage of increasing the degree of purification, especially from a bacterial point of view. The most important factor to be considered in constructing these filters is the grading of the material. It must not be too fine or contain too great a proportion of dust, or it will rapidly become clogged and involve much labour and expense in cleaning the surface layer. The nearest approach to perfection in material for this purpose is the coarse Leighton Buzzard filter sand. As in the case of the best material for the percolating filters themselves, it may cost a little more than other less satisfactory kinds, but it will generally be found to be the cheapest in the end.
In constructing filters of this type, whether composed of sand or other material, it is essential that the bottom layer should be of a coarser 186 grade, in order to provide free drainage. In a general way it will be found satisfactory to have a series of 2-inch agricultural drain pipes laid on the floor and converging towards the outlet. Over the whole floor should then be laid a layer 6 inches deep of gravel, broken bricks or stones of the size of walnuts, upon this a layer 3 inches deep of pea gravel, and at the top a layer not less than 9 inches deep of suitable sand or other fine grade material. The surface of the filter should be well below the level of the inlet, in order to allow the liquid to pond up on the surface 6 inches to 9 inches in depth without backing up to the level of the floor of the percolating filter. One of the difficulties encountered in operating filters of this type is to secure even distribution over the whole area. The means to be adopted for this purpose should be simple and easily cleaned, and it is usual to find troughs of wood or iron, glazed ware channel-pipes and similar arrangements in use. Unfortunately these do not effectively cover the whole area until the sand has been saturated and the surface slightly coated, thus preventing the liquid from passing through as fast as it comes in. When this occurs, however, the time for cleaning the surface is not far distant, and when the filter is brought into use again the whole preliminary process has to be repeated. The best way of avoiding these difficulties would appear to be to arrange the filter in such a way that the liquid must cover the whole area from the very beginning. This can be accomplished by fixing the normal outlet above the level of the surface of the filter as suggested, Fig. 135, where the final effluent discharge is normally from the end of the swivel-jointed pipe when in its vertical position. When it becomes necessary to clean the filter and drain it for purposes of aeration, the swivel-jointed pipe is simply lowered to the floor of the outlet-chamber, as shown in plan, and raised again when the filter is brought into operation. 187
Filters of this type should never be less than two in number, so that one may be in work while the other is being cleaned. It would probably be advisable to have even three or four filters for schemes of moderate size, so as to provide longer or more frequent intervals of rest for aeration. It will be obvious from the preceding observations that these filters must be substantially constructed and made absolutely 188 watertight. When dealing with a good effluent from percolating filters or contact beds, these final sand filters may be provided at the rate of 1 square yard for every 500 gallons of the daily dry weather flow.
Where ample fall is available, careful consideration should be given to the advisability of operating these sand filters in the same manner as percolating filters, i.e. by using revolving sprinklers for the purpose of distribution without submerging the filtering material. This applies particularly in cases where it is desirable to secure a very high degree of bacterial purification. Recent investigations have shown that sand filters for drinking-water, when operated in this manner, are highly efficient and involve less expense for maintenance. In addition to this they require less cleaning, so that a much smaller area is thrown out of work during cleaning operations, and a smaller total area of filter surface is needed than in the case of similar filters operated on the submerged system. The additional fall required for the revolving sprinklers will usually be a serious difficulty in the case of sewage disposal works, but where it is available, and the extra cost entailed is not of great importance, the idea deserves consideration. Filters of this type should be preceded by an effluent settling tank as previously described.
The almost universal adoption at the present time of biological methods of sewage purification by means of artificial filters, is due entirely to the original experimental work of Mr. W. J. Dibdin, at the Barking Outfall Works of the London County Council. These experiments were carried out with a contact bed, and during the subsequent ten years an enormous number of works were constructed upon this principle. At the present time, however, it is a somewhat rare occurrence to find contact beds proposed for sewage disposal schemes of any size. It has been stated that the principle upon which they are operated is unscientific, that they rapidly become clogged and useless, and that, in any case, they are not capable of dealing with sewage at the same rate as percolating filters, or of producing such a high degree of purification. With regard to the first point it would be futile to endeavour to explain what is and what is not scientific. This must be left to the scientists. That contact beds have in many cases become clogged and useless cannot be denied, but there is also very little doubt that this unsatisfactory result has been due to one or more of the following causes: (a) overwork, (b) improper methods of operation, (c) the use of unsuitable material for filling the beds, (d) insufficient sub-drainage. It was most unfortunate that for some years the general idea of a contact bed was that it consisted of a simple excavation in the ground, filled with coke or similar material, into which the sewage was discharged, held up for two hours, and then 190 drawn off; a very simple but crude affair altogether. It is now known that contact beds, like other systems, can only deal with limited volumes of sewage, the actual amount depending upon the character of the sewage and other factors; that there is a proper method of operating the beds, and that it must be strictly adhered to if the best results are to be produced; that unsatisfactory material is worse than useless, and that very ample means of sub-drainage are absolutely essential to the continued efficiency of the beds. It is probable that if these essential factors had been properly understood and acted upon from the outset, there would have been very few failures to record.
It has been stated that contact beds are obsolete, but there are engineers who even now recommend this system, and consider it satisfactory under some, if not under all conditions. In the opinion of the author contact beds are not obsolete, and there are cases where the conditions preclude the adoption of any other method of purification. Under these circumstances, it is considered desirable to describe in the following pages the details of design and construction which have been found by experience to be necessary to ensure satisfactory results.
General Principles of Design.—The first point to be decided before commencing the design of a scheme of contact beds is whether single, double, or triple contact is necessary to produce the desired degree of purification, and this will depend upon the strength of the sewage and the destination of the final effluent. Single contact alone will not be sufficient, except in a very few cases where the sewage is weak (highly diluted), and even then it will necessitate the use of fine-grade material for filling the beds, and consequently a tank effluent of exceptional quality as regards the matters in suspension in order that 191 the fine material may not be rapidly choked. Where a sufficient area of land of a suitable character can be procured at a convenient level for treating the effluent from the beds, single contact may be adopted with material of medium-grade, but even in this case special attention must be devoted to the preliminary process in tanks, so as to reduce the amount of solids in suspension in the tank effluent to the minimum. As a rule it will be found safer to adopt double contact, as the primary beds may then be filled with coarse grade material, which will be less liable to choke, and it will not be necessary to rely so much upon the land or any other final process that may have been provided. In special cases, and particularly where the sewage is strong, or an exceptionally high degree of purification is essential, triple contact should be adopted, but the tertiary beds may consist of a set of sand filters similar in construction to those described on pages 185 to 188. In some quarters the question of the grading of the material is considered of slight importance, and very little difference has been made in the size of the material for the primary and secondary beds, but in the author’s opinion it is absolutely essential that each series of beds should be filled with finer material than the preceding series, and the material in the final stage of treatment should be as fine as possible, so long as it does not contain any dust. In making these statements, it is assumed that the question of sub-drainage will be dealt with on the lines recommended later under that heading.
Another factor which has an important bearing upon the general design of a scheme of contact beds, is the method of operation which is to be adopted. It is generally assumed that all contact beds are worked in what is known as eight-hour cycles: viz. 1 hour filling, 2 hours standing full, 1 hour emptying, and 4 hours standing empty for rest and 192 aeration. There has, however, been a tendency in the past to overlook the fact that the periods of standing full, and of emptying the beds, are the only sections of the cycle which are, as a rule, under absolute control. Unless special provision is made for the purpose, the time taken to fill each bed depends entirely upon the rate of flow of the sewage to the works, and the period of rest empty also depends upon the frequency with which the beds are filled, and thus indirectly upon the rate of flow of the sewage. For example, a set of four beds designed to receive each three fillings per day in wet weather, should not receive more than one filling per day in dry weather. Assuming that one-half the total flow comes down in six hours, it will be found that it takes six hours to fill two beds in the middle of the day, or three hours to fill one bed. During the remaining eighteen hours the other two beds are filled, one of them in say six hours and the other in twelve hours. The times taken to fill the four beds in this scheme would therefore be—No. 1, three hours; No. 2, three hours; No. 3, six hours; and No. 4, 12 hours. In each case the period of filling is thus much in excess of the one hour prescribed under the eight hours cycle. The obvious remedy is to subdivide the total area into a larger number of smaller beds, but if this is carried to its logical conclusion it will be seen that there must be 24 beds if the time taken to fill any one bed is not to exceed one hour. While it is very desirable to arrange this subdivision in order to secure the proper cycle of operations, the number of schemes where it is economically practicable are few, and recourse must be had to some other method of reaching the same end. This has already been recognised by most engineers, and provision is now usually made for a tank known under various names, such as dosing tank, collecting tank, equalising tank or holding-up tank, in which the tank effluent is stored until the volume accumulated is equal to the 193 capacity of one contact bed, and the latter is then filled within the regulation time of one hour. If the necessity for making provision on these lines to ensure the proper working cycle had been recognised in the early days of contact beds, it would doubtless have prevented the troubles which have arisen in many places.
From the preceding observations, it will be seen that it is very necessary to come to a decision as to the method of operation to be adopted, before designing any scheme of contact beds. If the method of subdivision into a large number of small beds is preferred, the planning of the separate series, and the probable cost of the additional work involved, must be taken into consideration. On the other hand, if a smaller number of larger beds with a suitable dosing tank are preferred, the extra fall required for the latter must be provided for, even if it involves the reduction of the depth which would otherwise be available for the beds themselves.
There is still another matter which has a considerable influence upon the general design of a scheme of contact beds, viz. the slope of the ground upon which they are to be constructed. If it has a fairly rapid and even slope, the tanks and beds may be arranged close together, as shown in Fig. 136. The only part that needs special care in this case is the cross-wall between the primary and secondary beds, which will need strengthening, especially in its lower half, in order to resist the extra pressure it is required to take. 194
Where the slope is not so great, a saving in the cost of excavation may be effected by arranging the separate tiers of beds at some distance apart, as indicated in Fig. 137, and connecting one with the other by pipes. The aim to be attained in arranging the beds under these conditions is to have the entire area of the floors on solid soil, with the walls half in and half out of the ground.
Another set of conditions occasionally met with, is where the site of the works is perfectly flat and the position of the outlet for the final effluent involves the construction of the secondary beds either wholly or partly below the surface. In such cases the primary beds will come above ground, and it will then be found economical to arrange each set of beds in two rows end to end, with a central combined supply channel and effluent carrier, the latter being formed in the space between the walls which support the former, as shown, Fig. 138. If there is not sufficient head to allow of the supply channel being made deep enough to serve as the dosing tank, the latter may be constructed across the ends of the settling tanks, as suggested in Fig. 139, or in 195 any other convenient position. A dosing tank in this position lends itself to the method of feeding the beds by means of closed pipes instead of by open channels, whether in sets of four, with a central chamber for the inlets and outlets illustrated in Fig. 139, or in series as Figs. 136 and 137.

Fig. 138.
There are doubtless other alternatives, or combinations of methods, which may be adapted to meet the exigencies of peculiar conditions of site and fall, but the foregoing details will probably suffice to suggest ideas to those in need of them in designing schemes of contact beds.
General Construction.—The most important point to be borne in mind in constructing contact beds is, that they must be absolutely watertight. Should they leak in any way, the sewage may pass away untreated; or it may find its way into adjacent beds, and thus prevent these from being properly aerated during the periods of rest when empty. It is therefore evident that they should be constructed in a substantial manner. The floors are usually of concrete, and the thickness of the floor will depend upon the nature of the subsoil. If for any reason the floors have to be laid upon made-up ground, provision should be made by means of piers or cross-walls, carried down to the solid subsoil to support the floor, independent of the made-up ground which is, in all cases, absolutely untrustworthy. The walls of the beds may be constructed either of concrete throughout or of brickwork in cement, and they should be of such a thickness that they will withstand the pressure of the head of water which would result if the beds were filled to the top of the walls.
It will not be found satisfactory to place reliance either upon brickwork or upon concrete alone to form a watertight bed, and in both cases the whole of the floors, as well as the walls, should be rendered with cement mortar in the proportion of 2 parts of sharp clean sand to 197 1 part of Portland cement. No rendering should be done during frosty weather or during excessive heat, as in both cases it will usually be found defective, and it is better to stop the work altogether for a time than have to patch it up afterwards. 198
One safeguard which can be adopted to prevent difficulties later on, is to insist upon testing all such beds with water to the full height before any of the filtering material is placed in position. Any slight defects which may appear can be made good then at very little expense. If the defects are not discovered until after the beds are filled with the filtering material, they can only be properly rectified by removing the material, and this involves a considerable outlay. In order that these tests may be carried out without friction, it is necessary to stipulate clearly in the specification for the work that each bed is to be tested with water to the full depth before any material is placed in the bed, and that the contractor must take full responsibility for making the beds absolutely watertight. It is, of course, understood that the method of construction adopted by the engineer is such that, if properly executed, the beds will be absolutely watertight; and, in order to prevent any misunderstanding, an item should be included in the quantities for the contractor to provide whatever sum he may consider necessary to allow for making these tests. It may be thought sufficient to state simply that the contractor should make all absolutely watertight, and to leave it to him to provide the means for doing so. It will, however, be found more satisfactory to all concerned to provide all means both in specification and in the quantities for attaining the desired results. It is not sufficient even to use the word “watertight” alone in this connection, as the interpretation of this word may be subject to differences of opinion which are obviated by the addition of the word “absolutely.” 199
The foregoing observations refer not only to contact beds but to the tanks and other portions of the work which are required to hold water.
Methods of Distribution.—Much diversity of opinion exists with reference to the question of distribution in filling contact beds. The many methods which have been tried in various places, may be arranged under four headings, viz. (a) above the surface of the material; (b) at the surface level; (c) just below the surface; (d) at the bottom of the bed. Some engineers hold the opinion that distribution over a large area of the material has no value, and that it matters little how the bed is filled so long as the liquid finds its way into the interstices of the material with as little disturbance as possible. The simplest method which fulfils these requirements is to allow the sewage to flow over the surface at the inlet end of the bed, but this soon causes the surface at this point to become clogged, and unless it is cleaned at frequent intervals the solids very quickly become washed down into the bed, and in the end this portion of the material will have to be removed and washed before it can be used again. The efforts to avoid this trouble have resulted in the numerous methods of distribution referred, to above.
Taking them in the order given, the idea of discharging the sewage above the surface level (a) by means of elevated troughs or pipes, has been to imitate to some extent the method found necessary in the case of percolating filters, and thus aerate the sewage before it enters the bed. The difficulties which arise in this case are that some extra fall is needed, and the provision of the troughs or pipes with suitable supports is costly. It is also extremely difficult to arrange the distribution by these means so that it shall be uniform over the whole area, and unless this is done it cannot be of much advantage. 200
Distribution at the surface level (b) may be provided by means of shallow grips in the material itself, and these have the great advantage that if they become clogged to such an extent as to prevent the sewage from freely passing into the bed, it is a small matter for the manager to cut a fresh grip in another direction and leave the first one to dry up when the sludge in it can be easily removed by hand. Another method is to use rows of stoneware channels, or wooden or iron troughs, with their edges set level with the surface of the material, so that the sewage may flow over the edges or through holes or notches in the sides. This is usually satisfactory, but it is not an easy matter to maintain all the channels at the same level, and after they have been in operation for a time it will be found that the material immediately under the troughs or channels is badly clogged, and can only be cleaned or renewed by removing the channels.
Sub-surface distribution (c) is arranged by means of perforated or open-jointed pipes, laid below the surface of the material and thus out of sight. The reasons for adopting this method are: that it avoids the unsightliness caused by surface distribution; that the surface is kept free from obstructions, and thus allows free aeration when the bed is emptied; and last, but not least, it prevents any nuisance arising from the evolution of obnoxious gases in the tank effluent whenever it is over-septicised, a not infrequent occurrence in the case of old-fashioned schemes, or in new works where the volume of sewage for which the tanks were designed has not yet reached its maximum. This method has the disadvantage that when the openings in and between the pipes become choked, more labour is involved in cleaning them than in the case of open channels or troughs on the surface. 201
Filling from the bottom (d) is assumed to possess all the advantages and none of the disadvantages caused by the other methods. The distribution is certainly uniform, as the liquid first fills the sub-drains and then rises at the same level throughout the whole of the material, forcing out any carbonic acid gas that may have accumulated in the lower part of the bed. As the sewage does not appear on the surface at all, there is no unsightliness and no trouble from bad odours. On the other hand, it is evident that the solids in suspension in the sewage or tank effluent are retained at the bottom of the bed, especially in the under-drains, and thus they will appear in large quantities in the effluent. Unless some special provision is made, by means of an effluent settling tank or sand-filter, to arrest these solids in suspension in the final effluent, they will be liable to cause trouble in the stream, and will, in any case, seriously affect the results of any analyses that may be made. The usual manner of arranging this method of filling, is to cause the sewage to flow into an open or covered chamber at the inlet to the bed, the walls of the chamber being provided at the floor level with openings connected to the sub-drains laid on the floor of the bed.
Whatever method of distribution is adopted, it is desirable that the surface of the filter material shall be not less than 3 inches above the highest level to which the sewage will rise, so that the liquid may not be visible at the surface.
Sub-Drainage.—Reference has already been made to the fact that lack of ample under-drains has often been the cause of the failure of contact beds in the past. The general practice for a long time consisted in placing a layer of coarse material on the floor of the bed, and providing a few rows of ordinary agricultural drain-pipes laid with open joints. In some few cases special perforated pipes were used, 202 in others the pipes were partly embedded in the concrete floor. In the opinion of the author, however, no drains in the form of pipes are satisfactory, as they do not leave a space at the floor level as a free exit for the solids in the effluent. Where pipes are used it will generally be found after a few months’ operation that these solids, in the form of black sludge, have accumulated along the sides of the pipes and among the material at the floor level, and when this once commences the accumulation continues to take place, rising gradually in the bed until the interstices are choked to such an extent that the liquid capacity of the bed is reduced to a fraction only of its original volume. The trouble was intensified by the comparatively small number of the pipe drains usually found in the beds. It was evidently assumed that the matters would travel laterally through the layer of coarse material at the floor level. Unfortunately an additional impediment to the free flow of these matters was caused in many cases by the want of sufficient fall on the floor itself. Very little consideration will show that a large area of floor requires a considerable slope in order to produce the velocity of discharge necessary to remove matters in suspension, yet it was seldom that a gradient of more than 1 in 200 was provided, and in a few cases the surface of the floor was absolutely flat. Under these conditions it is difficult to see how any other result could be expected. It may be argued that it was not properly understood in those days that the solids in suspension (converted organic matters, the products of oxidation) must be removed if the filtering material is to retain its working capacity, but this fact has long been recognised in connection with percolating filters, which have in most cases been constructed upon complete false floors, provided with perforations, and with a suitable slope on the surface of the actual floor. 203
There is very little doubt that the question of providing ample means of sub-drainage deserves special consideration; and, in the author’s opinion, the floors of all contact beds should be laid with much greater fall to the outlet than in the past, and they should, in addition, be covered entirely with a false floor of special floor-tiles of the kind described in connection with percolating filters (pages 91 to 94). If the usual bottom layer of coarse material is then laid upon the false floor, it will be found that the beds will maintain their normal working capacity for a much greater length of time than in beds constructed on the old style. Instead of arranging the slope on the floor from the inlet end to the outlet end of the bed, it is preferable to construct an effluent channel with a suitable fall down the centre of the bed to the outlet, and arrange the floor with a cross-fall from the sides to the centre channel, which may be covered by slabs of concrete or stone laid upon the top of the floor tiles where they abut upon the edges of the channel as suggested, Fig. 139a.
Material for Filling Contact Beds.—The remarks made under the heading “Filtering Material” for percolating filters (pages 101 to 103), apply with equal force to contact beds. In none of the many cases which have come under the observation of the author has it been possible to obtain such satisfactory results from other material as from clinker, when used under the same conditions as to the strength 204 and volume of the sewage treated. It is true that excellent effluents have been produced by beds filled with burnt clay, broken bricks or stones, but it will usually be found that in such cases the material is more or less clogged, and that the volume successfully treated per day is considerably less than that which would be dealt with by clinker. The reasons are the same as those already mentioned in pages 101 to 103, and there is no need to say more here than to recommend as strongly as possible the use of hard-burnt vitrified furnace clinker as already described for percolating filters.
The foregoing remarks apply more particularly to the material for coarse and medium-grain contact beds. Clinker of the kind described is equally suitable for fine-grain contact beds, but it is difficult to break it to the required grade except at great cost, and a considerable loss in bulk due to the production of fine dust. For fine-grain beds, requiring material specified to pass a ¼-inch square mesh, and to be retained on a ⅛-inch square mesh, clean coke-breeze from gas-works (not ashes) will be found to be the most efficient. The important point to be observed in preparing material for fine-grain contact beds is that, while none of the particles should exceed ¼ inch in diameter, as many as possible of the finer particles, ⅛ inch and 3⁄16 inch in diameter, should be retained, but all dust should be removed even if it necessitates washing the material for that purpose. Even the finer particles down to 1⁄16 inch diameter might be used, but it will be found extremely difficult to arrange the sifting process to arrest these without retaining the dust as well, especially if the material is at all damp, as the fine meshes required for the purpose quickly become clogged with the dust, and the sieve or screen is rendered useless.
Among other materials which may be adopted for fine-grain contact beds, broken saggars in the pottery districts, or slag in the neighbourhood 205 of ironworks, are probably the next best, but only if they are properly graded in the manner described above. Indeed the chief difficulty in securing this fine-grade material is the preparation and grading, particularly where large quantities are required and the situation of the beds involves much handling of the material after it has been sifted. It is, however, of such extreme importance to have it as fine as possible, without including any dust, that the stipulations in the specification with regard to this material should be made very clear and definite, so that the contractor may make sufficient provision in his prices to enable him to comply with the specification in its strictest sense.
In addition to the bottom layer of floor-tiles and coarse material prescribed in the section relating to sub-drainage, it will be necessary to provide an additional layer above this, about 3 inches in depth, of a medium grade, to support the very fine material and prevent it being washed through the interstices in the coarse bottom layer, and special attention must be devoted to the method of distribution at the surface in order to avoid disturbance of the fine material.
Automatic Apparatus for Contact Beds.—Although contact beds can be operated by hand, this involves continuous and regular supervision by a man, and, unless he is under strict control, the proper cycle of operation may not be adhered to, and the result will, in that case, not be satisfactory. In the early days of contact beds, several types of apparatus were designed for the purpose of operating these beds automatically, so that the cost of manual labour would be reduced to a great extent, and in addition, the possibility of mismanagement avoided. Among these appliances, one of the most widely known is that manufactured by Messrs. Adams Hydraulics, Limited; and shown in Fig. 140. In small installations, the low draught syphons described above in 206 connection with dosing apparatus are used to give alternate fillings to pairs of contact beds. Where more than two beds are in use the automatic air-lock feed is used. This consists of a cast-iron inverted U-pipe, both legs of which are trapped, either in self-contained 207 castings or in separate chambers. The sewage flows through one, the others being charged with air. When the sewage in the bed has reached the proper height it overflows into a small chamber in which a dome is fixed. This dome is connected by means of an air-pipe to the cast-iron inlet feed, and as the sewage rises in the chamber round the dome, the air contained therein is forced up into the feed which it fills, thus forming an air-lock, which prevents the sewage from passing through and stops the supply to the bed. At the same time that the feed is stopped by the transfer of air in the manner described, the compression of the air in another small dome in the same pit has forced a water seal on the air-pipe leading from this dome to the feed in the next bed, and thus liberates the air-lock in the feed of that bed and allows the sewage to flow to this in rotation. The whole operation is then repeated with each bed in rotation, the last bed in the series, when full, starting the feed in the first bed again. These same feeds may be arranged to hold up sewage in a collecting or dosing tank, so as to ensure the accumulation of sufficient sewage to fill each bed at one dose within a reasonable time.
In order to ensure that the sewage is held up in each bed for a suitable period for contact, the outlet is provided with an automatic syphon, which is arranged in such a way that the filling of the bed alone can start it. When the bed is full, the sewage flows through a pipe with an adjustable orifice into the timing pit. When this pit is full, the compression of the air in a small dome placed in the pit, and connected to the syphon by means of an air-pipe, releases the air in 208 the syphon and allows it to start at the end of the desired period of contact. A special feature of these syphons is that they are so arranged that after they have emptied the bed they continue in action as syphons, taking the drainings from the bed, however small in volume they may be, and stopping off only when the bed commences to fill again, thus ensuring a thorough draining of the material. Another special feature of this apparatus is that there are no moving parts, the whole operation depending upon the transfer of air by means of the head of liquid. It is important to note that by this apparatus the period of contact in any bed can be arranged for any particular length 209 of time, quite irrespective of the rate of flow of the sewage to the works, and independent of the filling and emptying of the other beds in the series.
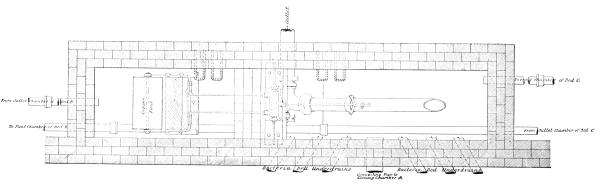
Fig. 143.—Contact Bed Apparatus.
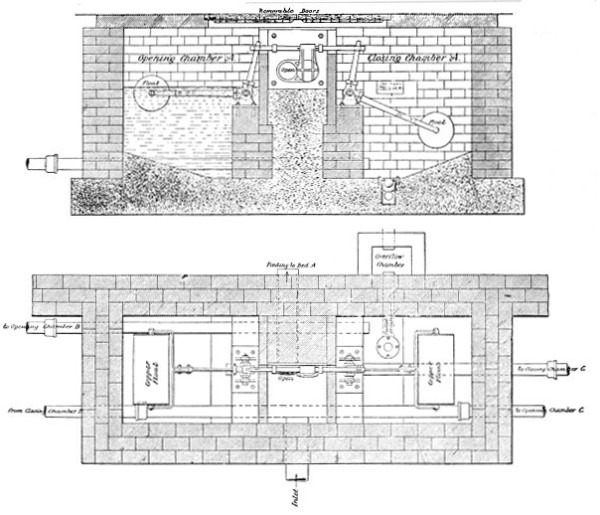
Fig. 143a.—Contact Bed Apparatus.
Another apparatus which has been used largely in the past is that supplied by the Septic Tank Company, Ltd. This apparatus is made in two forms, illustrated in Figs. 141 and 142. The chief difference between 212 the two types is that in the one case, Fig. 141, the period of contact is controlled by the filling of the next bed, and is thus dependent upon the rate of flow of the sewage, while in the other case, Fig. 142, the period of contact is “timed” for from one to two hours, and is independent of the rate of flow of the sewage. In both cases each set of gear is built up on its own bed-plate, and comprises the inlet and outlet valves and the connecting pipes to and from the same. The valves are of the simple spindle-type, and are connected by rods to rocking levers and actuated by buckets or floats, working in chambers or pits which are in communication with the different beds. By means of overflows from the beds to the buckets, and other devices, the various portions of the gear are actuated in such a manner that they automatically fill the several beds in each set in regular rotation, hold them full for contact, and eventually discharge the treated liquid to the effluent drain. Full details of the method of operation can be obtained from the manufacturers, who claim that the gear will work satisfactorily without attention other than the oiling of the bearings and joints every few weeks.
Another type of automatic apparatus for contact beds is that manufactured by Messrs. J. Blakeborough and Sons, as used in the Triple Tank System of sewage treatment, Fig. 143. In this case the beds are arranged in sets of three, and the filling of each is effected by the overflow from the last bed filled, the discharge being effected by the rising of the liquid in the last bed filled. The apparatus consists broadly of a slide-valve controlling the outlet-pipe, and connected by levers to floating cylinders located in separate chambers. One chamber controls the opening and the other the closing of the valve. The outlet is provided with a rising and falling arm, which is connected by a 213 lever to a balance float fixed in a chamber, and coupled by means of a pipe to the float-chamber of another bed. The method of operation is us follows:—The tank effluent flows by gravitation to bed A, the filtered effluent thus rising in outlet chamber A, and also in the overflow chamber which is connected by pipes to outlet chamber A. As soon as bed A becomes full, the filtered effluent overflows into closing chamber A, which is coupled by a pipe to opening chamber B, and the floating cylinders in each case are raised, with the result that the valve of bed A closes and the valve of bed B opens, the liquid thus commencing to run on to bed B. The same action as above is repeated when bed B is full, and bed C is to be filled, whilst bed C in turn is coupled to bed B, so that the triple action is repeated over and over again so long as sewage continues to flow to the beds. As bed A fills, the liquid rises in outlet chamber A, and, this being coupled to float chamber C, the liquid rises to a corresponding height in float chamber C. Some time elapses before the liquid rises to such a height in the float chamber as to sink the mouth of the outlet pipe below the surface of the liquid in the outlet chamber, this space of time (which can be regulated as desired) representing the length of time that the bed is allowed to stand full before commencing to empty. When the liquid has risen to a given height in float chamber C, the balance float is raised, this action tipping the lever and lowering the rising and falling outlet pipe in outlet chamber C, thus drawing off the effluent from the top slowly, and without disturbing the whole contents of the bed. (Note: Bed C is assumed to be full). After the liquid in the bed has been drawn off, the rising and falling outlet pipe remains stationary at the 214 bottom of the chamber until the next action takes place, which is as follows:—When bed A becomes full, it is allowed to stand full until 215 the liquid in bed B (now filling) has risen to a given height, when it raises the balance float in the float chamber A in a similar manner as 216 described above, and thus empties the bed A, at the same time emptying the float chamber C, in which is fixed the balance float connected to the rising and falling outlet pipe of the bed C (now standing empty), thus raising the outlet pipe and rendering the bed again ready for use.

Fig. 144a.—Contact Bed Apparatus.
Messrs. Glenfield and Kennedy, Ltd., also manufacture apparatus for operating contact beds, as shown in Fig. 144. This arrangement of the apparatus delivers the sewage to six beds. There are two valve boxes, A, internally divided into three compartments. Three sets of tube valves, B, on each valve box, control the inlets to the several compartments of the valve box and also to the beds, which are connected up to the valve boxes with suitable pipes. As the sewage collects in the measuring chambers, it raises the float C—the float chamber being in communication—which, through the rack-and-pinion shown, turns the shaft D. To a sleeve, E, over the shaft D, a hammer, F, is keyed, while a stopper catch, G, is mounted freely. Keyed to the shaft D are lifting levers H and K. The lever K lifts the hammer F to the vertical, and, being free to rotate with the sleeve E, it falls and strikes on one of the copper buffers, L, in the turning plate M, causing it to turn. In like manner the stopper catch G is thrown over by the lifter H—a little in advance of the hammer—and, resting on the stopper plate N, drops into one of the notches, O, thus stopping the gear at the proper place. The turning of plate N causes the roller lever P, keyed to the vertical shaft Q, to rotate—through the agency of the mitre gearing and horizontal shaft—thus actuating the lever R, and raising the tube valve B. Two valves are operated simultaneously, one on each valve box. 217 The valves are held open by the levers P, until, the water being run off, the weight of the float descending puts the gear in motion again—by returning the hammer to its original side—and moves the roller levers P off the end of the levers R, thus allowing the tube valves B to close and the water to collect once again. The force of the blow of the hammer as it strikes the buffer L can be regulated within certain limits, for, on the outer end of the sleeve E carrying the hammer, a lever, S is keyed, which, as it works in unison with the hammer, and is attached to the piston of the swivel cataract adjustable oil cylinder T, has the effect of cushioning the fall of the hammer.
Another type of syphonic apparatus for contact beds is manufactured by Messrs. Burn Bros., as shown in Fig. 145. In this case the primary filters are usually supplied with sewage from a collecting or dosing tank in which two or more discharge syphons are fixed, or they may be filled from a supply channel under certain circumstances. In the former case a syphon discharges immediately the collecting tank is full. A “Sequela” relief apparatus is attached to each syphon, and causes these to discharge alternately or in rotation. The relief apparatus is divided into three compartments, and depends for its working on the transference of oil, of a special nature, from one compartment, A, to another compartment, C, via compartment B, in stages corresponding with the number of syphons under control, each relief apparatus at the commencement being set a stage in advance of the one next to it. After a syphon has discharged, the oil which has been transferred to the compartment C in the relief apparatus is automatically returned to the compartment A, and the apparatus is then ready for another series of operations. Thus the oil, which is non-evaporative and non-freezing, is used over again and again, and as it does not come in contact with the sewage, it remains quite pure and serviceable for years. A discharge 218 syphon is fixed to each filter, and, in order to ensure a proper period of contact of the sewage with the filtering material, each syphon is provided with a “Horometer” relief apparatus. This apparatus can be set to give a period of contact varying from twenty minutes to twenty-four hours. The “Horometer,” like the “Sequela,” depends upon the transference of oil from one compartment to another, but in this case only two compartments are necessary, A and B. As the filter fills, the oil is forced, by air pressure, to rise in a vertical pipe from compartment A above the level of a regulating tap, which is set to pass the oil into compartment B in the time determined upon for the contact of the sewage in the filter, and as soon as the necessary quantity of oil has been transferred through the tap, the syphon discharges. After the syphon has discharged, the oil is automatically returned from 219 compartment B to compartment A, and the apparatus is again ready for use. No watertight brick chambers are required in the filter in connection with the apparatus, thus effecting considerable economy in structural work. It is only necessary to construct a screen in dry brickwork or perforated iron round the syphons to hold up the filtering material.
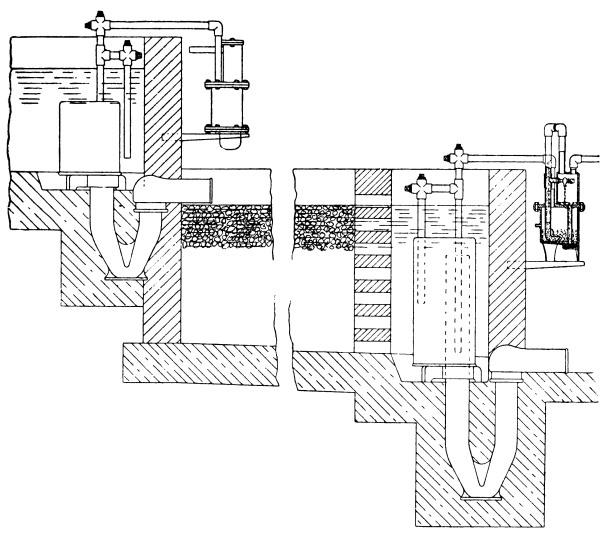
Fig. 145a.—Contact Bed Apparatus.
The syphons manufactured by Messrs. George Jennings, Ltd., actuated by air-valves as described under the heading of “Dosing Apparatus,” can also be adapted for filling and emptying contact beds. 220
The Enock apparatus for contact beds, Fig. 146, manufactured by Messrs. A. G. Enock and Co., Ltd., is a simple device working on the principle of the ball valve. A float, which takes the place of the ball, is raised by liquid entering a pit, which pit is outside the bed or tank which has to be emptied by the valve. The valve is attached to a vertical rod in connection with a horizontal weighted lever, at the other end of which the float is fixed. When a tank is full, it flows into the float chamber, and the rise of the liquid in this pit lifts the float and opens the valve, thereby allowing the contents of the tank to escape. The float pit then slowly empties itself by means of a small outlet pipe, and the valve closes so that the tank is ready to receive more liquid. This apparatus can be arranged so as to fill a number of beds in rotation, the inlet valve to each pit being either opened or closed as required by the overflow of liquid from each 221 contact bed in turn. The outlet valves to the contact beds are similar to those already described and if the first beds are filled in rotation, no further connection between the apparatus in the lower beds will be required, each valve working absolutely independently of the others.
The chief advantage claimed for this type of apparatus is, that it can be adjusted so as to suit any required level of liquid in any particular bed.
Although this separate section is devoted to the question of calculating the capacities of percolating filters and contact beds, it is mainly for the purpose of stating that it is impossible to formulate any rules which admit of general application. It may reasonably be pointed out that this last statement is a truism, and affords no assistance to those in search of information on the subject. There is, however, so great a tendency in some quarters, to rely upon results obtained in one place under certain conditions as a guide in designing a scheme in another place under possibly totally different conditions, that it is impossible to repeat the statement in question too often.
In the first place, long and practical experience is necessary to enable an engineer to come to a decision as to what are the conditions under which any particular scheme is to be carried out, and which of them will have a bearing upon the methods to be adopted in the design of the works. A careful study of the fifth report of the Royal Commission on Sewage Disposal, will show that they assume over 70 different sets of conditions under which percolating filters and contact beds may be adopted. The capacity of the filters required to produce the desired results will depend upon the strength of the sewage to be treated, the type of tank adopted for the preliminary process of sedimentation, the grade of material to be used, the amount of fall available, the final destination of the effluent, and other factors, all 223 of which again may be affected by other circumstances, which must of necessity be taken into consideration. As the basis for calculating the capacity of filters may vary between 15 and 200 gallons of the daily dry-weather flow per cubic yard of material, it is evident that there is a wide margin for error, and the only safe course to adopt is to allow for the worst possible conditions and thus provide a large margin of safety. Although the suggestions made in the fifth report of the Royal Commission with regard to the provision to be made under various sets of conditions may be taken as a guide, to some extent, it should be borne in mind that the figures given represent the minimum which should be allowed in each case, and the only really safe guide in these matters is long practical experience of a large number of works under the greatest possible variety of conditions.
In order, however, to provide a rough guide for the purpose of making preliminary estimates, it may be stated here that, under ordinary conditions, with sewage of average strength, a properly designed preliminary process, suitable material of medium grade, and not less than 4 feet deep for percolating filters, it should be possible to produce an effluent which will not create a nuisance by providing—
(a) Percolating filters, at the rate of one cubic yard for every 84 gallons of the daily dry-weather volume, or
(b) Contact beds, at the rate of one cubic yard in each series for every 56 gallons of the daily dry-weather volume.
In other words, the ratio of the cubic capacity of filter material to the daily dry-weather volume of the sewage for all ordinary purposes may be taken as—
(a) 2 to 1 for percolating filters.
(b) 3 to 1 for contact beds.
TABLE, Giving the Ratio of the Total Cubic Capacity of Percolating Filters and Contact Beds to the Daily Dry-Weather Volume of the Sewage under Varying Conditions.
| Preliminary Process. (See pages 23, 29). |
Percolating Filters | |||||
| Strength of Sewage | ||||||
| Strong | Average | Weak | ||||
| Grade of Material | ||||||
| Coarse or medium | Fine | Coarse or medium | Fine | Coarse or medium | Fine | |
| Detritus tanks | 11·20 | — | 6·72 | — | 4·20 | — |
| Septic tanks | 3·73 | — | 2·40 | — | 1·68 | 1·68 |
| Continuous flow settlement | 3·73 | — | 2·40 | — | 1·68 | 1·68 |
| Quiescent settlement | 3·36 | 6·72 | 1·68 | 2·40 | 1·29 | 1·29 |
| Continuous flow chemical | ||||||
| precipitation | 2·58 | 3·36 | 1·68 | 2·10 | 1·12 | 0·96 |
| Quiescent chemical | ||||||
| precipitation | 1·68 | 2·58 | 1·29 | 1·29 | 0·98 | 0·84 |
| Preliminary Process. (See pages 23, 29). |
Contact Beds | ||||||||
| Strength of Sewage | |||||||||
| Strong | Average | Weak | |||||||
| Number of Series | |||||||||
| ×1 | ×2 | ×3 | ×1 | ×2 | ×3 | ×1 | ×2 | ×3 | |
| Detritus tanks | — | — | 6·72 | — | 6·72 | — | — | 4·42 | — |
| Septic tanks | — | — | 5·09 | — | 4·42 | — | 2·24 | 2·54 | — |
| Continuous flow settlement | — | — | 5·09 | — | 4·42 | — | 2·24 | 2·54 | — |
| Quiescent settlement | — | — | 3·81 | — | 3·36 | — | 1·68 | — | — |
| Continuous flow chemical | |||||||||
| precipitation | — | 5·09 | — | — | 3·36 | — | 1·26 | — | — |
| Quiescent chemical | |||||||||
| precipitation | — | 3·90 | — | — | 2·54 | — | 1·26 | — | — |
225 In the case of contact beds these figures give the cubic capacity of each series, and they must be doubled or trebled respectively for double and triple contact. Both percolating filters and contact beds, constructed on this basis, would be capable of treating up to three times the dry-weather flow in times of storm.
Having given the above method of calculation, in a form not usually adopted in connection with sewage disposal, and bearing in mind the misunderstandings which frequently arise in comparing the various methods in use at the present time in different countries, it may be useful to set out in this form the figures which, it is understood, have been adopted by the Local Government Board, on the basis of the fifth report of the Royal Commission on Sewage Disposal, as the minimum which they consider suitable under varying conditions. In the Table opposite, the figures given represent the ratio which the cubic capacity of the filters bears to the daily dry-weather volume of the sewage, whether it be in gallons, cubic feet, cubic metres, vedros, or any other term of measurement.
Examples.—1. A daily dry-weather volume of 10,000 gallons of sewage, of average strength, is to be treated upon percolating filters of medium sized material, after preliminary treatment in septic tanks.
2. A daily dry-weather volume of 3,000 cubic metres of weak sewage is to be treated upon single contact beds, after preliminary treatment in continuous flow settlement tanks.
226 For the purpose of the above Table, the strength of the sewage is estimated according to the amount of oxygen absorbed from permanganate of potash in four hours, as indicated in the fifth report of the Royal Commission as follows:—
| Parts per 100,000 | |||
| “Strong” sewage = | oxygen | absorbed | 17 to 25 |
| “Average” ” = | ” | ” | 10 to 12 |
| “Weak” ” = | ” | ” | 7 to 8 |
A quick method of converting gallons into cubic feet is to multiply the gallons by the reciprocal 0·16. This can be done rapidly (frequently by mental calculation) by multiplying the gallons by 4, and the product again by 4, and inserting the decimal point between the second and third figures from the right-hand side, thus:—
This is useful in calculating the capacity of tanks, and for all similar purposes.
In connection with Sewage Disposal Works, the term “storm-water” is generally understood to mean the extra volume which reaches the works in times of rainfall, in excess of three times, up to and including six times, the average dry-weather flow; so that the volume of storm-water for which provision should be made is equal to three times (volumes) the daily dry-weather flow. Prior to the publication of the fifth report of the Royal Commission, it was usual to provide a rough straining filter for the storm-water, or to reserve a portion of the land for the purpose of dealing with it by broad irrigation. In either case the area of filter surface or land required was 1 superficial yard for every 500 gallons of storm-water (D.W.F. × 3⁄500 = super-yards). As the result of their investigations, the Royal Commission came to the conclusion that “storm-water” filters, as generally constructed under these conditions, were useless for the purpose for which they were required, and this confirmed the views of most engineers of experience. Where suitable land can be secured for the purpose, and arranged in such a manner that it is reserved solely and entirely for treating the storm-water, this method may still be adopted. If this is not possible, stand-by tanks may be constructed for the purpose of receiving the storm-water. These tanks are to be not less than two in number, and should have a total capacity of not less than one-quarter of the average daily dry-weather flow. The only overflow at the outfall works 228 from which storm-water may be discharged direct to the stream, or other final effluent outlet, must be from these stand-by tanks, and it should not come into operation until these tanks are full. Having regard to these recommendations, it is necessary in every scheme to provide at least two special storm-water stand-by tanks, with a total capacity of ¼ D.W.F.; and the drawing, Fig. 147, illustrates a simple method of constructing these. In this case the inlets are in the form of weirs, running the full width of the tank, so that if the channel leading to these tanks is in communication with, and at the same level as, the inlets to the detritus tanks, and the latter are provided with slotted doors (see Fig. 10, page 19), the weir at the inlets to the stand-by tanks will act as the actual storm-overflow, and, being of considerable length, the maximum height to which the water will rise in passing over this weir will be very small, and will thus have very little effect upon the rate of flow to the sedimentation tanks.
As the only overflow discharging direct to the stream must be from these tanks, and must only come into operation when they are full, the outlet is also constructed in the form of a weir discharging into a channel from which a pipe would be laid to the stream. A further requirement in connection with these tanks is that they should always be kept empty, ready to receive the excess of storm-water at any time. From this it is evident, that these tanks must be emptied after each heavy shower or storm which increases the rate of flow of sewage to the works beyond three times the dry-weather flow. Unfortunately, no directions are given as to the manner in which this is to be accomplished. In the absence of any definite statement to the contrary, it might be inferred that, after the overflow from these tanks has ceased, their contents may also be discharged direct to the stream. As, however, this would necessitate outlets at or near the bottom of the 229 tanks, there would appear to be a possibility of the suspended matters deposited in the tanks being discharged to the stream—the very thing 230 the tanks are designed to prevent. With such an arrangement, also, there will be a risk of the man in charge of the works, either wilfully or by an oversight, leaving the outlets at the bottom of the tanks open, and thus permitting the storm-water to pass direct to the stream without the settlement which it is anticipated by the Royal Commission (Fifth Report, page 233, par. 352) will be provided for all storm-water arriving at the works.

Fig. 147.—Storm-Water Stand-by Tanks.
It is obvious that these tanks must be emptied after every heavy shower or storm, and that facilities must be provided both for drawing off the supernatant water and for removing the deposit which will accumulate at the bottom. In the author’s opinion, the only safe method is to provide floating arm outlets for the supernatant water, and to discharge this to land or to a special filter for further treatment, or, better still, to pump it up to the detritus tanks to be treated again with the ordinary sewage. In schemes where the whole of the sewage is pumped at the works, the contents of these storm-water stand-by tanks should certainly be discharged into the pump-well, as this would not involve the provision of special pumping plant. With regard to the sludge from these tanks, this should be drawn off by means of special outlets, and dealt with on sludge draining beds in the manner previously described (page 83).
The difficulties which frequently arise in designing suitable and convenient methods of dealing with storm-water, render it desirable that very careful consideration should be given to the question as to whether it would not be more satisfactory, from the point of view of both economy and efficiency, to omit the stand-by tanks, and increase the capacity of the filters required to deal with the ordinary sewage, 231 to such an extent that they will be capable of dealing with the whole volume of sewage and storm-water combined up to six times the dry-weather flow, and thus obviate the necessity for any storm-overflow at all at the outfall works. If this idea were universally adopted, it would necessitate greater care in the construction of any storm-overflow required on the line of the outfall sewer itself before it reaches the works, but there are (or should be if the sewers were properly constructed) so few cases where the excess of flow, even during the heaviest rainfall, ever reaches six times the dry-weather flow, that the extra cost involved cannot be considered excessive if the greater certainty of securing satisfactory results at all times is taken into consideration.
In recent years the provision of proper means of measuring and recording the flow of sewage at disposal works is becoming more general, but there are still a very large number of works at which it is impossible to obtain any trustworthy information as to the volume of sewage treated. As long as all works smoothly, and there is no trouble with the effluent, it is considered superfluous to trouble about the quantity of the liquid which passes through. When, however, difficulties arise, and it becomes necessary to investigate the cause of the trouble, it is of the utmost importance to be in a position to ascertain the daily volume of the sewage arriving at the works and the variations in the rate of flow, as well as the quantities dealt with by each separate tank and filter. It is also of great assistance, in making investigations at such times, to have a definite record of the volumes treated day by day during the preceding six months; indeed the possession of a complete record of the daily flow of sewage over the whole period during which a sewage works has been in operation, is a valuable asset not only to those responsible for the works themselves but also to the authorities who control the streams and watercourses, and to investigators in search of information to be used for the public benefit. The initial cost of suitable measuring and recording appliances is not excessive, but, when once the works are completed and in good working order, the local surveyor or manager has great difficulty, and usually finds it impossible, to persuade his committee 233 that the outlay is justified. It is, therefore, desirable that engineers should in all cases make provision for such apparatus in the contract for the construction of the works, and thus make sure that it will be available when required.
Various types of measuring appliances are in use. Among these the simplest is the gauge weir penstock Fig. 148, manufactured by Messrs. Adams Hydraulics, Ltd., from which the depth of water flowing over the weir can be observed at any time. This, however, does not provide a record of the volume flowing at all times. For this purpose the same firm supply several types of recorders, among which the simplest is the 234 type shown in Fig. 149. This is supplied with 24-hour or 7-day movement, and charts which register the volume in gallons per minute, per hour, or per 24 hours.
235 Another measuring apparatus is that supplied by Messrs. George Jennings, Ltd., Fig. 150. This consists briefly of a hollow copper float attached to a brass rod, which is carried up through a hollow column into the indicator box provided with a glass hinged door. The brass rod is provided with pointers, which move up and down with the rods and indicate the water level.

Fig. 149a.—Volume Recorder.
Messrs. George Kent, Ltd., supply a large number of various types of recorders and measuring instruments, including the well-known “Venturi” meter and others actuated by floats to indicate the discharge over a weir. The Venturi meter type of measuring apparatus adapted for sewage, is shown in Fig. 151. In this case the Venturi tube may form part of the ordinary supply pipe, or it may be fitted in a chamber built in the supply channel, the tube connected through the chamber with its ends terminating in the channel at either side. This measuring apparatus may 236 be fitted with the following types of recorders. A diagram only, counter only, or combined counter and diagram in one instrument. The recorder may be placed in any convenient position within a thousand feet of the meter tube.
Several types of measuring apparatus are manufactured by Messrs. Glenfield and Kennedy. One of these is illustrated in Fig. 152. This consists of an apparatus for recording the volume of water or sewage flowing over a weir, a chart being revolved by clockwork, and the volume indicated by a pen actuated by a float and cord working over pulleys. This instrument can be fitted with cam and pen carriage to show the rate of discharge on the chart (24 hours or 7 days), in gallons of cubic feet per minute over a V-notch, rectangular weir, or in an open channel of known dimensions. It is claimed that by simply 239 taking the area of the diagram, the total discharge for any period can be ascertained much more quickly and more correctly than from a diagram simply giving the height flowing over the weir.
A somewhat novel form of apparatus, recently introduced by Messrs. Adams Hydraulics, Ltd., for measuring the flow of sewage in a channel, consists of a water-wheel by means of which the velocity of the flow is registered. In order to maintain the paddles of the wheel at a uniform depth below the surface of the liquid, the wheel is carried upon a shaft supported by two floats provided with vertical guide rods working in brackets attached to the sides of the channel. By this means the whole of the apparatus rises and falls with the liquid in the channel. The wheel-shaft is provided with a bevel-toothed wheel, which engages with another similar wheel attached to a flexible shaft, and this drives a set of geared wheels similar to a flush-tank counter, which thus record the number of revolutions made by the paddle-wheel.
It has been recognised in many quarters that, although it is possible by modern methods of sewage disposal to secure a high degree of purification from a chemical point of view, it may be necessary in certain cases to take steps to remove the large numbers of bacteria present in all such effluents. Experiments have been made which demonstrate that, when a pure culture of some specific organism is added to a sewage in a sufficiently large quantity, it may pass through the tanks and filters, and appear in the final effluent. This result is not necessarily a conclusive proof that the bacteria in sewage effluents are dangerous, as the experiments do not represent normal practical conditions. On the other hand, it is true that, in ordinary practice, sewage effluents contain large numbers of B. coli, which is admittedly of intestinal derivation, and although this bacillus is not a disease organism itself, its survival in an effluent is considered an indication of the presence of sewage matter, and consequently of the possibility of the survival of any pathogenic germs which may be present in the crude sewage. On this basis, scientists argue that sewage effluents are potentially dangerous—that there is a possibility of the pollution of drinking-water or shell-fish by the bacteria present in sewage effluents. This being so, it is evident that an additional process will, in some cases, be required to remove the bacteria, and in a few cases sand filters have been provided for this purpose. These, however, involve a comparatively high initial expense, and a considerable annual outlay for maintenance, and in some quarters 241 it is considered that sterilisation may possibly be a means of securing the desired result at less cost, and with a higher percentage of removal of bacteria, and consequently with a higher degree of safety. It is true that a number of scientists, in replying to a question which was submitted to them on this subject by the Royal Commission on Sewage Disposal, stated that in their opinion sterilisation was impracticable, but this was in the year 1903, and there is good reason for assuming that if the same question were put to the same men to-day, the replies would in many cases be modified, if not entirely different. Practical experiments in the sterilisation of sewage effluents have been few and far between in this country, but in the United States of America a large number of reliable experiments under varying conditions have been made, and the results published. From these it is evident that sterilisation is not only possible, but economically practicable. Unfortunately, both in America and elsewhere, attempts were made to sterilise crude sewage and tank effluents, and the results of these experiments were so unsatisfactory, both in efficiency and cost, that they gave the impression that sterilisation was impracticable.
In the opinion of the author, sterilisation should be restricted to the destruction of living organisms, and should only be used in the case of liquids with a high degree of chemical purity, and a low content of matters in suspension. It is quite possible at the present time to produce sewage effluents which comply with these conditions, by means of properly designed, constructed and managed sewage disposal works, as long as these include suitable effluent settling tanks for the removal of the solids in suspension. Effluents which comply with the provisional standard suggested by the Royal Commission, and drinking-water supplies which are very slightly polluted, would be very suitable. 242
A number of different methods of sterilisation have been tried, but so far as the existing knowledge of the subject extends, the application of chlorine in one form or another is generally admitted to be the most efficient and economical process. The chlorine may be applied in the form of a solution of chloride of lime, or as a hypochlorite of sodium, or of magnesium. The solution of chloride of lime may be prepared by the sewage works manager, but this necessitates a considerable amount of care and knowledge in order to secure the correct strength at all times, and it is, of course, essential that the chloride of lime itself should always be of a known strength. The hypochlorite of sodium may be produced chemically, and this can be purchased of known strength from chemical manufacturers. For large volumes of sewage effluent, however, it will probably be found most economical to utilise an electrically produced hypochlorite of sodium, as this can be prepared on the works as and when required, of a uniform strength, and at a comparatively low cost.
In the case of the Digby process, briefly stated, this consists in passing an electric current through a solution of sodium chloride, with the result that the sodium chloride is broken up into its component parts, and chlorine is liberated at the positive pole, while sodium is deposited at the negative pole. The sodium and the chlorine are then allowed to recombine in the form of hypochlorite, and this solution is then ready for application to the liquid to be sterilised. Other processes are similar in principle but vary in detail.
This process naturally involves the use of an electric current and an apparatus for producing the hypochlorite. Of the latter there are several on the market, and an illustration of the Digby Meridioniser, which is manufactured and supplied by Messrs. Adams Hydraulics, Ltd., 243 is given in Fig. 153. The particular feature of this apparatus consists in the manner in which the re-combination of the anode and cathode products are secured. Instead of the re-combination taking place in the main body of the electrolyte, it can only take place in the special 244 porous compartment enclosing the electrodes. The re-combination may take place in either the anode or the cathode compartment, the products of the one compartment being conveyed to the other compartment. Thus the caustic hydrate from the cathode cells flows by gravity into the anode compartment, the two compartments being connected by a glass pipe. Fresh water or water containing an excess of alkali is run into the cathode cell. This process gives hypochlorite solution of low saline content, the only salt present in the resultant liquor being that due to diffusion, depending upon the porosity of the closely covering compartment walls, or upon such a reaction as that covered by the Blount hypothesis. A cross-section of this apparatus is shown at Fig. 153, in which A is the positive lead; BB negative leads, C outflow, D inflow, EE cathodes, F anode.
Another machine is that supplied by Messrs. Oxychlorides (1907), Limited. This machine consists essentially of a graphite anode of circular cross-section (except as to about 4 in. at the top, which is left open for the free escape of gases evolved during the electrolysis), and within it a metallic cathode of smaller circular cross-section. The annular space between the anode and cathode is filled with a solution of common salt, or with sea-water, through which a current is passed from a low-potential dynamo. In either case the ultimate result is to obtain some of the chlorine of the salt in an active or available form, the only difference being that in the case of using strong salt solution, a concentrated form of available chlorine may be obtained, while with sea-water a weaker solution results. Where sea-water is readily obtainable it is naturally more economical to make use of it, and to employ the larger volume of less concentration; while where sea-water is unobtainable and salt is expensive, or where chlorides in the effluent are objected to, it is more advantageous to 245 prepare concentrated solutions, and to dilute them when required for use. This machine is made in various sizes to suit varying conditions. It was used by the Royal Commission on Sewage Disposal in connection with their experiments at Guildford, referred to in their Report of 1908, pages 198 to 201.
Electrolytic hypochlorite of magnesium is being produced daily, by the Borough of Poplar, for use as a disinfectant. The highly effective qualities of this solution, as well as the low cost of production, makes it a very valuable disinfectant, and for the results obtained every credit is due to Dr. F. W. Alexander, the Medical Officer of Health, who initiated the scheme, and to whose unbounded energy and enthusiasm the success of the work is due. This solution is, of course, equally suitable for the sterilisation of sewage effluents. The cost of production of this solution, of an average strength of from 4·5 to 5 grammes of available chlorine per litre (·45 to ·5 per cent. solution), is estimated at under one penny per gallon. The apparatus in use at Poplar has been supplied by the Farringdon Engineering Co., and an illustration of the plant is shown in Fig. 154.
It consists of four cells, each containing ten elements, consisting of one positive and two negative plates. The positive plates consist of thin platinum wire, wound upon slate slabs, and the negative electrodes are of zinc. The four cells are placed one above the other, so that the liquid passes through from one to the other by gravitation. The feed-tank at the top contains a solution of sodium chloride and magnesium chloride, and is fitted with a glass gauge to indicate the amount of solution in the tank. From this tank the solution passes through a small ball-valve cistern, so as to maintain a constant rate of flow. The feed-tank is also provided with a plate, operated by a chain carried over to the outside of the tank, by means of which the 246 liquid to be electrolysed can be stirred from time to time, so as to secure a uniform strength of solution. The solution passes through the four electrolysers in series, being subjected to the action of a 247 regulated current of 15 to 17 amperes at 230 to 250 volts, being 5·7 to 6·2 volts per cell. After the electrolysed solution leaves the last cell it runs into a small tank, where a fixed amount of hydroxide of magnesium is mixed with it, and it is claimed that by this means the solution is rendered stable, a quality which should be of much value where the solution has to be stored for any length of time.
The question as to what is the most suitable sterilising agent to use under certain conditions, and in what proportion it should be added to the sewage effluent, is a matter for the chemist and biologist. The method of application is, however, the duty of the engineer. As in the case of other chemicals, there are two ways in which it may be applied. The solution may be added to the sewage effluent in equal doses of varying strength, or in varying doses of equal strength. There is a third method, involving the variation of the dose and the strength of the solution, but while this is not impossible it is probably not practical. The chief difficulty to be overcome is the variation of both the rate of flow and the strength of the sewage, and the most practical solution is to prepare the sterilising agent of a uniform strength, and vary the doses in direct proportion to the flow of the effluent, the minimum dose being sufficient for the maximum strength of the sewage. This method was adopted by the author in the case of a small scheme of sewage disposal, which he prepared for a place where the only outlet for the final effluent was a discharge over an area of chalk subsoil, from which the water supply of a large town is drawn. In this case, he designed a simple apparatus which does not involve any special appliances, and which would be quite satisfactory for ordinary practical purposes. A new apparatus for the purpose in question has, 248 however, recently been introduced by Messrs. Nixon and Mannock. As will be seen from the illustration, Fig. 155, it is based upon the application of the Venturi principle, and involves the use of a Venturi tube, as previously described under the heading of “Measuring Apparatus.” In fact, the same Venturi tube can be utilised to serve both for measuring the flow of the effluent, and for applying the sterilising agent in direct proportion to the flow of the effluent.
The apparatus consists of a cylinder C, the top of which is connected by means of a pipe fitted with a three-way cock to the “Upstream” end249 of the tube A. A similar connection is made from the bottom of the cylinder to the “throat” B. A piston of the type used in the Kent Standard Water Meters, and provided with a counterbalance weight, works in the cylinder by means of the difference of the pressure on the two sides of the Venturi tube. The chemical solution (e.g. a 5 per cent. solution of chlorine) is supplied to the underside of the piston, and the pressure on the upper side of the piston being greater than the pressure on the underside, the chemical is forced down by the piston and injected through the injection tube and regulating valve into the effluent at the “throat” of the Venturi tube. As the flow of the effluent through the Venturi tube produces a difference of pressure which varies as the square root of the velocity, the rate of injection will also vary in the same proportion. The injection is thus in exact proportion to the flow, and any variation of the flow will automatically cause a corresponding variation in the rate of injection.
When the chemical re-agent is exhausted, the piston will be at the bottom of the cylinder, and the pointer at zero. In order to recharge the cylinder with the chemical, the three-way cocks must be reversed by means of the hand lever, thereby cutting off pipes A and B, and simultaneously connecting the top of the cylinder to the waste pipe, and the bottom to the supply from the chemical storage tank, which is fixed at such a height that the head will rapidly force the piston up and re-fill the cylinder with the chemical. The three-way valves are then reversed, and the apparatus is again in full working order. The apparatus shown is applicable to the treatment of 1000 gallons per hour, and will only need recharging once per day of 24 hours.
A feature of this apparatus is that it is self-starting, and should the flow cease, the injection will also automatically stop, the static head 250 on both sides of the piston being equal. There is absolute immunity from danger or over-injection of the chemical by this system, and this is a valuable factor in the treatment of potable water. Where absolutely necessary, the same firm can supply a de-chlorinating apparatus. By means of the indicator, the works manager is constantly informed of the exact amount of chemical injected, and the scale readings can be compared with those of a Venturi Meter operated by the same Venturi tube. This apparatus can be supplied of a larger size, and provided with automatic recharging gear for larger installations.
Whatever method may be adopted for applying the sterilising agent, it is essential in all cases to have a storage tank to receive the mixture in order to provide time for the chemical to have full effect. So far as can be ascertained at present, a storage capacity equal to one hour’s flow of the liquid to be sterilised will be sufficient under ordinary circumstances, but provision should be made for thoroughly mixing the chemical with the effluent and for drawing off any deposit which may occur in the tank without interfering with the normal working of the plant.
Although the present volume is devoted entirely to the disposal of sewage, it may be stated here that in the matter of sterilisation, the suggestions that have been made apply with equal force to drinking-water supplies. Where the water contains a considerable amount of matter in suspension, it would be advisable to provide means for ample storage and settlement before passing it through the sterilising plant.
Note.—An apparatus for the injection of chlorine solutions for the purpose of sterilising sewage effluents and drinking water has recently been brought out by the Candy Filter Co., Ltd., and has for some months been in practical operation, dealing with 200,000 gallons of river water per day for an important municipal waterworks in the country. In this case the installation includes a de-chlorinating process, and it is stated that the results of tests in actual work show that the sterilised water contains neither B. coli nor free chlorine.
PAGE
Adamsez, Ltd.
Adams Hydraulics, Ltd.
Adamson, D. and Co.
Albion Clay Co., Ltd.
Ames-Crosta Sanitary Engineering Co., Ltd.
Blakeborough, J. and Son, Ltd.
Burn Bros.
Carlton Engineering Co.
Enock, A. G. and Co., Ltd.
W. E. Farrer, Ltd.
Farringdon Engineering Co.
Glenfield and Kennedy, Ltd.
Goddard Massey and Warner.
Ham Baker and Co., Ltd.
Harriman, W. and Co., Ltd.
Hartley, Causton and Richmond.
George Jennings, Ltd.
Johnson, S. H. and Co., Ltd.
George Kent, Ltd.
Birch Killon and Co.
Manlove, Alliott and Co., Ltd.
Mansfield, H. R.
Mather and Platt, Ltd.
Naylor Bros.
Nixon and Mannock.
Oxychlorides (1907), Ltd.
Patent Automatic Sewage Distributors, Ltd.
Septic Tank Co.
Smith, John and Co.
Stiff, C. L.
Stoddart, F. W.
Stott, S. S. and Co.
Whitehead and Poole.
Wolstenholme, J. and Co.
LONDON: PRINTED BY WILLIAM CLOWES AND SONS, LIMITED,
GREAT WINDMILL STREET, W., AND DUKE STREET, STAMFORD STREET, S.E.
5 Victoria Street
WESTMINSTER
For the MOST
EFFICIENT
AND
UP-TO-DATE
SEWAGE PLANT
OF EVERY DESCRIPTION.

Original Image.
SLUDGE PRESSING
MACHINERY
SLUDGE FILTER PRESSES
WITH PATENT PYRAMID DRAINAGE SURFACES,
& RATCHET CAPSTAN TIGHTENING GEAR, ALSO
PATENT HAND HYDRAULIC CLOSING GEAR,
& PATENT HYDRAULIC OPENING GEAR.
SLUDGE FORCING RAMS
ORDINARY OR AUTOMATIC SYSTEM. OUR TWIN
PRINCIPLE SAVES 50% AIR CONSUMPTION.
AIR COMPRESSORS
SINGLE, OR TWO STAGE, HORIZONTAL STEAM
AND BELT DRIVEN OR FOR ATTACHMENT TO
OIL OR GAS ENGINES. VERTICAL HIGH SPEED
FOR ELECTRIC DRIVE.
PRESS CAKE DISINTEGRATORS
PNEUMATIC LIME MIXERS ETC.
ENGINEERING WORKS:
CARPENTERS ROAD, STRATFORD
LONDON, E.
Telegrams: “FILTRUM, LONDON.” Telephone: EAST 363
Original Image.
The BEST for
LARGE and SMALL
SEWAGE WORKS
OVER 500
INSTALLATIONS
AT WORK
F. Wallis Stoddart,
Western Counties Laboratory,
BRISTOL.
Original Image.
STOCK SIZE, LENGTH 18”, WIDTH OUTSIDE 12”, WIDTH INSIDE 9”.
USED BY OVER 50 AUTHORITIES.
SEVERAL REPEAT ORDERS.
MATERIAL—Indestructible Salt-glazed Stoneware.
STRENGTH—Tested to over 9 tons per sq. yd. without breaking.
COST—Exceptionally low.
OUTPUT—2500 sq. yds. per week.
SPECIAL TILES SUPPLIED TO SUIT
CIRCULAR AND OCTAGONAL BEDS.
EXPORT—The tiles are easily nested, and works being near ports,
shipping orders can be especially well executed.
NAYLOR BROTHERS, DENBY DALE
Original Image.
Automatic Alternating and Timed Discharge Syphons applied to Contact Filters. Extreme simplicity, absolute accuracy, entire freedom from choking, and no moving parts.
Awarded SILVER MEDAL by the ROYAL SANITARY INSTITUTE.
Patent
Automatic
Rotary
Sprinkler
Self-clearing Orifices.
Requires attention about once a week or less.
Sewage Lifts, Valves, Penstocks, etc.
ROTUNDA WORKS,
3 BLACKFRIARS ROAD,
LONDON, S.E.
Also at EDINBURGH.

Original Image.
Specialists in the
measurement of
WATER, SEWAGE & GAS
are at the disposal of SEWAGE WORKS ENGINEERS who desire advice as to the introduction of
EFFICIENT &
RELIABLE
SEWAGE REGULATING & MEASURING
APPARATUS
G. KENT, LTD., 199 HIGH HOLBORN, LONDON.
JOHN SMITH & CO.
Telephone: 56 Sutton. Engineers, CARSHALTON.

Original Image.
Manufactured by
H. R. MANSFIELD
CHURCH GRESLEY, BURTON-ON-TRENT
This tile has met with unqualified success owing to its superiority in design over all other tiles. Its advantages have been recognized by leading Engineers, and it has been largely used throughout the Kingdom.
HARD SMOOTH SURFACE, PREVENTING FUNGOID GROWTHS.
EASILY AND QUICKLY LAID WITHOUT SKILLED LABOUR.
See page 93 in this book.
SUPPLIED TO THE FOLLOWING AUTHORITIES AND SCHEMES:—
Birmingham Tame and Rea District Drainage Board.
Metropolitan Water Board.
Corporations of Lincoln, Maidstone, Tunbridge Wells, &c., &c.
Crieff Sewerage, Tipton, Wednesbury, Tamworth, Chard,
Whitwick, Nuneaton, Enfield, Chesterfield,
and many others.
DESCRIPTIVE BOOK OR SAMPLE TILES AND PRICES
ON APPLICATION.

Original Image.
Transcriber’s Notes:
Uncertain or antiquated spellings or ancient words were not corrected.
Typographical errors have been silently corrected but other variations in spelling and punctuation remain unaltered.
The two advertisements at the beginning of the book have been moved to the advertisement section at the end.
End of the Project Gutenberg EBook of Sewage Disposal Works, by W. C. Easdale
*** END OF THIS PROJECT GUTENBERG EBOOK SEWAGE DISPOSAL WORKS ***
***** This file should be named 56735-h.htm or 56735-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/6/7/3/56735/
Produced by Chris Curnow, Brian Wilcox and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org Section 3. Information about the Project Gutenberg
Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.